Koneksi kontak yang dibaut. Klasifikasi dan persyaratan teknis umum untuk sambungan listrik kontak Persyaratan untuk sambungan kontak
Dengan bantuan koneksi kontak (CC), elemen-elemen rangkaian listrik terhubung satu sama lain dan ke sumber dan konsumen listrik.
Kontak listrik disebut kontak elemen, yang memastikan kontinuitas sirkuit listrik. Dengan kata lain, itu adalah unit konstruktif yang membentuk kontak, koneksi.
Kontak listrik antara konduktor dilakukan dengan menekan satu elemen pembawa arus ke yang lain menggunakan baut, sekrup, klem, pegas, paku keling, deformasi sambungan (crimping, twisting), serta pengelasan, penyolderan atau pengikatan perekat - perekatan.
Koneksi kontak dibagi menjadi non-collapsible, collapsible dan detachable. Koneksi kontak yang tidak dapat dilepas- koneksi seperti itu yang tidak bisa
dibongkar tanpa merusak setidaknya salah satu bagian yang akan disambung atau bahan yang akan disambung (dilas, dibrazing, dipaku, ditekan dan direkatkan).
Koneksi kontak yang dapat diturunkan- dapat dibongkar tanpa merusak bagian yang terhubung (sambungan baut, sekrup, dan baji).
Koneksi kontak yang dapat dipasang- perangkat yang terdiri dari steker dan soket. Sambungan menurut jenis sambungan bagian aktif dapat dibagi menjadi:
semua logam dengan kontak las fisik dan kompresi dengan kontak mekanis (kompresi). Sambungan kompresi bisa sederhana atau kompleks. Yang pertama terbentuk di antara dua konduktor berstruktur padat, yang terakhir - antara kawat yang terdampar dan ujung (lengan, dll.) Atau antara dua kabel yang terdampar.
Dengan janji temu, koneksi kontak yang beroperasi di switchgear terbuka dan tertutup dibagi menjadi koneksi, koneksi, dan cabang.
Untuk transmisi arus mode normal jangka panjang dan arus mode darurat jangka pendek, digunakan koneksi kontak bagian pembawa arus dari instalasi listrik, parameter dan karakteristik yang harus sesuai dengan standar dan spesifikasi.
Resistansi sambungan kontak setelah pembuatannya tidak boleh lebih besar dari resistansi bagian ekivalen dari seluruh konduktor. Jika hubungan kontak dibentuk oleh konduktor dari bahan yang berbeda, resistansinya harus dibandingkan dengan resistansi bagian ekivalen konduktor, yang memiliki konduktivitas lebih rendah.
Selama operasi, resistansi koneksi kontak tidak boleh lebih tinggi dari 1,8 nilai resistansi seluruh inti.
Jenis koneksi kontak
Ada berbagai metode teknologi membuat sambungan kontak bagian pembawa arus dari instalasi listrik: pengelasan listrik dengan pemanasan kontak dan elektroda karbon, gas-listrik, gas, termit, butt kontak dan pengelasan tekanan dingin, penyolderan, crimping, puntiran, pengencangan dengan baut (sekrup), dll .
Pengelasan listrik dengan pemanasan kontak digunakan untuk pemutusan, koneksi dan
cabang kabel aluminium dengan penampang hingga 1000 mm2, serta untuk menghubungkan konduktor aluminium dengan tembaga; pengelasan dengan pemanasan kontak dengan penggunaan bahan pengisi - untuk menyambung dan mengakhiri aluminium multi-kawat
konduktor kabel dan kabel dengan penampang hingga 2000 mm2, pengelasan elektroda karbon listrik - untuk menghubungkan bus aluminium dari berbagai penampang dan konfigurasi; pengelasan gas-listrik - terutama untuk menggabungkan konduktor aluminium dan tembaga. Keuntungan dari pengelasan gas-listrik adalah dilakukan tanpa fluks, kerugiannya adalah peralatan yang relatif besar ditambah penggunaan gas yang mahal. Untuk alasan ini, pengelasan gas-listrik digunakan terutama untuk sambungan kontak busbar paduan aluminium dan busbar tembaga.
Pengelasan gas digunakan untuk menghubungkan kabel tembaga dan aluminium dari berbagai penampang dan konfigurasi (ini membutuhkan peralatan besar).
Pengelasan termit digunakan untuk menghubungkan kabel baja, tembaga dan aluminium dan busbar dari semua penampang. Paling bijaksana untuk menggunakannya untuk menghubungkan kabel telanjang saluran listrik di lapangan. Untuk melakukan pengelasan termit, diperlukan peralatan sederhana, sederhana secara teknologi, tetapi memiliki bahaya kebakaran yang meningkat. Persyaratan lainnya adalah penciptaan kondisi khusus untuk menyimpan kartrid termit dan korek api. Pengelasan wadah termit digunakan saat menggabungkan strip baja loop tanah dan kabel proteksi petir.
Pengelasan tahanan butt digunakan saat menghubungkan busbar aluminium dengan yang tembaga.
Pengelasan tekanan dingin digunakan saat menggabungkan busbar aluminium dan tembaga
penampang sedang dan kabel padat dengan penampang hingga 10 mm 2. Implementasinya tidak memerlukan bahan tambahan dan alat kelengkapan kontak.
Koneksi kabel aluminium dan tembaga dari setiap penampang dilakukan dengan menyolder; metode ini tidak memerlukan peralatan yang rumit, tetapi melelahkan.
Crimping digunakan untuk membuat sambungan kontak kabel aluminium, baja-aluminium dan tembaga berinsulasi dan tidak berinsulasi dengan penampang hingga
1000 mm2 di kedua kabel dan saluran udara. Saat mengakhiri dan menghubungkan konduktor, perlu hati-hati memilih ferrules, selongsong, serta punch dan die.
Memutar kabel dan menghubungkannya dengan konektor digunakan pada jalur komunikasi.
Penggunaan metode sambungan kontak tergantung pada bahan penghantar yang akan disambung, penampang, bentuk dan tegangan instalasi listrik, serta kondisi instalasi.
Saluran overhead (kabel) hingga 1 kV dalam bentang dihubungkan dengan memutar dalam tabung oval, kabel kawat tunggal diizinkan untuk dihubungkan dengan memutar diikuti oleh
penyolderan atau pengelasan tumpang tindih (pengelasan ujung kabel kawat tunggal tidak diperbolehkan). Dalam loop, kabel penyangga jangkar dihubungkan oleh jangkar dan baji cabang
klem, memutar dalam tabung oval, klem kompresi ram atau perangkat keras dan pengelasan.
Persiapan konduktor untuk koneksi kontak dilakukan tergantung pada metode pembuatan koneksi. Jadi, ketika menghubungkan atau mengakhiri konduktor yang terdampar dengan menyolder, ujungnya dipotong secara bertahap atau dengan bevel pada sudut 55 ° sehingga kontak terbentuk antara bagian tubular dari ujung (selongsong) dan kabel dari setiap ulir. Ketika mengakhiri atau menghubungkan vena sektor atau segmen dengan alat khusus atau menggunakan tang, vena dibulatkan sehingga vena dapat dengan mudah masuk ke rongga bagian tubular ujung atau lengan. Persiapan ujung kontak konduktor datar untuk pengelasan termasuk pelurusan dan pemrosesan tepi.
Untuk memastikan kontak logam antara konduktor yang akan dihubungkan, permukaan kontaknya terlebih dahulu dibersihkan dari semua jenis film, menggunakan pembilasan, pelarutan kimia film dan pembersihan mekanis; metode ini sering digunakan bersama-sama. Pembersihan mekanis dalam kombinasi dengan pembilasan atau pelarutan efektif. Metode untuk membersihkan permukaan dipilih tergantung pada bahan elemen kontak, keberadaan lapisan logam pelindung pada mereka, jenis film dan metode membuat koneksi kontak.
Cara termudah untuk membersihkan permukaan adalah mekanis, menggunakan sikat baja dan sikat pita cardo. Permukaan kontak konduktor aluminium dibersihkan terutama secara menyeluruh, setelah sebelumnya menerapkan lapisan vaselin teknis atau pelumas pelindung lainnya untuk mencegah oksidasi ulang permukaan elemen yang akan disambung. Di bawah lapisan pelumas, menggunakan sikat khusus, permukaan bagian dalam konektor aluminium oval atau tabung dibersihkan. Sikat berputar digunakan untuk membersihkan permukaan kontak pada blank khusus.
Permukaan yang dilapisi dengan lapisan minyak telah dilumasi terlebih dahulu dengan pelarut dan kemudian dibersihkan secara mekanis menjadi kilau logam.
Permukaan yang akan disambung dilindungi untuk mencegah kontaminasi ulang. Perlindungan dipilih tergantung pada metode pembuatan koneksi kontak, bahan elemen kontak dan kondisi operasi koneksi. Jadi, selama pengelasan resistansi atau penyolderan, permukaan elemen yang akan dihubungkan dilindungi dari oksidasi dengan fluks, dan jika baut, crimping atau puntiran digunakan, maka hubungi pelumas.
Pelumas kontak pelindung (pasta) harus memiliki daya rekat yang tinggi, memiliki daya rekat yang relatif tinggi tingkat tinggi jatuh, menjadi netral secara kimia, stabil dari waktu ke waktu dan elastis. Vaseline kapasitor, pasta kuarsa-vaseline, dll digunakan sebagai pelumas kontak pelindung dan pasta Pelumas diterapkan dalam lapisan tipis.
Kinerja operasi yang benar dan berkualitas tinggi pada koneksi, percabangan, dan pemutusan konduktor kabel dan kabel menentukan keandalan pengoperasian kabel listrik internal dan eksternal. Elemen pengkabelan ini harus memiliki kekuatan mekanik yang diperlukan dan hambatan listrik yang rendah, mempertahankan sifat-sifat ini untuk seluruh periode operasi.
Untuk pemasangan kabel listrik, kabel dan kabel dengan konduktor aluminium dan tembaga digunakan. Untuk alasan ekonomi, pengkabelan listrik biasanya dilakukan dengan kabel dan kabel dengan konduktor aluminium. Namun, aluminium memiliki sifat yang berkontribusi kecil terhadap keandalan sambungan. Salah satunya adalah peningkatan fluiditas dan kemampuan oksidasi (dibandingkan dengan tembaga) dengan pembentukan film non-konduktif. Alumina menciptakan resistansi transisi yang besar, yang menyebabkan kerusakan kontak listrik dan pemanasan yang berlebihan. Film oksida menciptakan kesulitan dalam menyolder dan mengelas kabel, karena memiliki titik leleh 2050 ° C, sedangkan titik leleh aluminium itu sendiri hanya 660 ° C.
Film harus dilepaskan dari permukaan kontak dan tindakan harus diambil untuk mencegah terulangnya kembali. Untuk ini, pasta kuarsa-vaseline atau seng-baseline digunakan, serta minyak ZES.
Konduktor tembaga juga ditutupi dengan film oksida, tetapi ini tidak secara signifikan mempengaruhi kualitas sambungan kontak dan dapat dengan mudah dilepas.
Perbedaan besar dalam koefisien ekspansi termal linier aluminium dibandingkan dengan logam lain juga menyebabkan kegagalan kontak. Oleh karena itu, kabel aluminium tidak boleh ditekan ke lugs tembaga atau terhubung ke kontak tembaga perangkat. Bahkan selama operasi normal, setelah beberapa saat, kabel di tempat sambungan baut dan sekrup konduktor aluminium harus dikencangkan secara berkala, karena ketika suhu lingkungan berubah, mereka bisa menjadi sangat panas.
Dengan penggunaan yang lama, aluminium mulai "mengalir" dari area bertekanan tinggi ke area yang berdekatan dengan tekanan lebih rendah. Oleh karena itu, sambungan kontak yang disekrup dan dibaut dari konduktor aluminium tidak boleh terjepit.
V terutama kondisi yang tidak menguntungkan adalah kontak konduktor aluminium dengan logam lain di kabel listrik eksternal. Di bawah pengaruh kelembaban yang terkandung dalam lingkungan, lapisan air dengan sifat-sifat elektrolit muncul pada permukaan kontak dan apa yang disebut pasangan galvanik terbentuk di persimpangan. Aluminium di sini bertindak sebagai kutub negatif dan "kehilangan" partikel logam, secara bertahap runtuh, dan kontaknya hancur. Senyawa aluminium dengan tembaga dan kuningan sangat tidak menguntungkan dalam hal ini. Permukaan kontak tersebut harus dilindungi dari penetrasi kelembaban dengan pasta kuarsa-vaseline, minyak ZES atau ditutupi dengan logam ketiga - timah atau solder tipe POS.
V Selama operasi, klem sekrup dan baut dari sambungan kawat aluminium dan tembaga memerlukan kontrol dan pengencangan berkala. Namun, untuk kabel listrik, misalnya, di rumah pedesaan, metode penghubung konduktor ini paling dapat diterima, karena sederhana dan tidak memerlukan alat dan peralatan khusus untuk menghubungkan kabel.
Desain klem untuk menghubungkan konduktor aluminium harus memberikan sifat-sifat berikut:
- keteguhan tekanan pada kabel ketika fluiditasnya muncul;
- perangkat yang melindungi kabel agar tidak menyebar dari bawah sekrup kontak;
- elektroplating bagian.
Persyaratan ini dipenuhi oleh penjepit yang dirancang khusus untuk menghubungkan konduktor aluminium. Mesin cuci pegas klem memastikan tekanan konstan pada
kabel yang akan disambungkan, dan stop mencegah kabel terjepit dari bawah klem terminal. Dalam beberapa desain, spring washer dan stop yang membatasi penyebaran dibuat dalam bentuk single star washer. Penting untuk memasang klem dengan semua detail, karena tidak adanya salah satu dari mereka pasti akan menyebabkan penurunan kontak.
Beras. 30. Penjepit untuk menghubungkan kabel aluminium:
1 - sekrup; 2 - washer pegas; 3 - washer atau alas klem kontak; 4 - konduktor pembawa arus; 5 - berhenti membatasi penyebaran konduktor aluminium
Pemutusan konduktor aluminium untuk penjepitan sekrup dilakukan dalam bentuk cincin, untuk konduktor tembaga - dalam bentuk cincin dan batang.
Urutan koneksi konduktor aluminium dengan penampang hingga 10 mm 2:
1) dari ujung inti, insulasi dilepas dengan panjang yang cukup untuk membuat cincin. Pisau diarahkan pada sudut 10-15 ° ke permukaan kawat sehingga, memotong insulasi, meluncur di atas permukaan inti. Anda tidak dapat memegang pisau tegak lurus dengan kawat, seperti dalam kasus ini
Anda dapat memotong dan mematahkan inti. Untuk melepaskan insulasi dari kabel dengan penampang hingga 4 mm 2, gunakan tang KSI khusus;
2) vena dibersihkan dengan ampelas atau kertas kaca menjadi kilau logam dan dilumasi dengan lapisan tipis pasta kuarsa-vaseline;
3) ujung inti yang disiapkan ditekuk menjadi cincin dengan tang hidung bundar. Tekuk kabel searah jarum jam, yaitu ke arah rotasi sekrup. Diameter bagian dalam cincin harus sedikit lebih besar dari diameter sekrup kontak;
4) kawat dijepit dengan sekrup pada pelat terminal, memasangnya ke dalam lubang yang dipotong atau mengencangkannya dengan mur.
Konduktor tembaga fleksibel dengan penampang 1–2,5 mm2 diakhiri dalam bentuk cincin, diikuti oleh setengah pipa dengan urutan sebagai berikut. Sekitar 25-30 mm isolasi dilepaskan dari kawat, urat dibersihkan dengan amplas menjadi kilau logam, kabel dipelintir menjadi batang, ditekuk menjadi cincin, cincin ditutup dengan damar atau larutannya dalam alkohol, lalu dicelupkan selama 1?2 detik dalam solder POS-40 cair. Setelah pendinginan, kawat diisolasi ke sebuah cincin.
Konduktor tembaga terdampar dengan penampang 1,0-2,5 mm2 dalam beberapa jenis

koneksi diakhiri dalam bentuk batang dengan solder POS-40 setengah pipa.
Klem kontak soket hingga 10 A dan sakelar dari 4 A ke atas memungkinkan sambungan kabel tembaga dan aluminium dengan penampang 1 hingga 2,5 mm2, dan untuk
sakelar 1 A - hanya konduktor tembaga dari kabel dengan penampang 0,5 hingga 1 mm2. Sambungan kabel aluminium di terminal harus dilakukan dengan
berakhir dalam bentuk cincin, tembaga - dalam bentuk cincin dan batang. Cincin kawat aluminium dibersihkan dan dilumasi dengan pasta kuarsa-vaseline atau seng-vaseline sebelum dimasukkan ke dalam kontak. Di outlet soket hingga 10 A, satu kontak dapat
sambungkan tidak lebih dari dua kabel tembaga atau aluminium dengan penampang hingga 4 mm2. Menghubungkan kabel aluminium atau tembaga dari kabel listrik dengan kabel tembaga
perlengkapan pencahayaan dibuat menggunakan blok penjepit khusus. Kabel dijepit di antara pelat dengan takik dan lubang berulir untuk sekrup penjepit. Sekrup harus dilengkapi dengan ring split dengan pegas.
Beras. 31. Pemutusan kabel.

Beras. 32. Crimping kabel aluminium dengan lengan GAO:
a - crimping satu sisi; b - crimping dua sisi
juga tipe plug-in untuk koneksi ujung lurus konduktor tembaga. Saat menghubungkan kabel, harus diingat bahwa kontak pusat kartrid terhubung ke kabel fase, dan kontak yang terhubung ke soket alas terhubung ke nol.
Metode penyambungan dan pemutusan kabel dan kabel aluminium dan tembaga dengan crimping telah tersebar luas, yang memberikan kontak listrik yang andal dan kekuatan mekanik yang diperlukan, selain itu, mudah dilakukan. Crimping dilakukan dengan tang manual, mekanik dan penekan hidrolik menggunakan dies dan pukulan yang dapat dipertukarkan. Untuk menghubungkan inti kabel dan kabel, selongsong digunakan, untuk terminasi - lug.
Prosedur teknologi untuk crimping konduktor aluminium dalam menghubungkan selongsong dan terminasi dengan lug kabel:
1) tergantung pada penampang konduktor kabel dan kabel yang membawa arus, jenis dan dimensi selongsong penghubung dan lug kabel dipilih. Untuk konduktor crimping dengan penampang
dari 2,5 hingga 10 mm2, digunakan selongsong aluminium tipe GAO; untuk penampang
lebih dari 10 mm2 - selongsong penghubung tipe GA. Pemutusan konduktor dan kabel dilakukan dengan menggunakan lug aluminium tubular tipe TA atau lug tembaga-aluminium tipe TAM;
2) matriks dan pukulan dipilih sesuai dengan ukuran standar selongsong dan ujung penghubung;
3) periksa keberadaan pelumas pabrik di selongsong dan ujungnya. Dengan tidak adanya pelumasan, selongsong dan ujung dibersihkan dengan "sikat" logam dan dilumasi dengan pelindung
pasta kuarsa-vaseline atau seng-vaseline;
4) lepaskan insulasi dari ujung inti: saat mengakhiri - dengan panjang yang sama dengan panjang bagian tubular dari ujung, saat menghubungkan - dengan panjang yang sama dengan setengah dari selongsong;
5) ujung-ujung konduktor pembawa arus dibersihkan dengan kertas ampelas atau sikat pita kabel hingga kemilau logam, diseka dengan kain yang direndam dalam bensin, dan segera ditutup dengan pasta kuarsa-vaseline;
6) kenakan ujung atau selongsong yang sudah disiapkan dan ditekan. Saat mengakhiri, inti dimasukkan ke ujung sampai berhenti, saat menghubungkan - sehingga ujung inti yang terhubung saling bersentuhan di tengah selongsong;
7) pasang bagian tubular dari ujung atau selongsong ke dalam matriks dan beri tekanan;
8) setelah memproses tepi tajam selongsong, koneksi diisolasi.
Tidak diperbolehkan untuk menekan ujung tembaga ke konduktor aluminium, karena sambungan akan rapuh karena perbedaan besar dalam koefisien ekspansi termal linier antara tembaga dan aluminium.
Prosedur untuk crimping konduktor dan kabel tembaga:
isolasi dilepas dari kabel multi dan kabel tunggal dengan panjang 20-25 mm, kabel yang akan dihubungkan diletakkan secara paralel, tanpa dipelintir menjadi satu. Kemudian mereka dibungkus dalam dua lapisan foil tembaga atau kuningan setebal 0,2 mm dan lebar 18–20 mm, dan sambungan ditekan dengan penjepit tekan.
Crimping konduktor tunggal dan terdampar dengan penampang 4 mm2 dan lebih banyak dilakukan pada lug tubular tembaga tipe T atau dalam menghubungkan selongsong tembaga tipe GM. Semua operasi dilakukan dalam urutan yang sama seperti untuk kabel dan kabel aluminium, dengan pengecualian pengenaan pasta kuarsa-vaseline dan seng-vaseline.
Jangan menekan dengan palu dan pahat.
Kabel dihubungkan dan bercabang dengan menyolder dan mengelas dalam kasus di mana semua yang lain tidak dapat diterapkan - crimping, klem sekrup dan pengelasan. Persyaratan untuk penyolderan sama: harus memastikan keandalan kontak listrik dan kekuatan yang diperlukan.
Untuk mendapatkan penyolderan berkualitas tinggi, perlu, pertama, memilih solder yang tepat, dan kedua, untuk menghapus film oksida dari permukaan kontak penghubung. Saat menghubungkan konduktor tembaga, film oksida dilepas sebelum disolder, saat menghubungkan konduktor aluminium - selama proses penyolderan.
Solder menciptakan kontak listrik yang baik, tetapi sambungan ini rapuh, sehingga kabel harus dipelintir sebelum menyolder.
Solder konduktor tembaga dengan penampang 1,0-10 mm2 dilakukan dengan besi solder. Untuk menyolder, digunakan solder timah lunak merek POS.
Saat mematri konduktor tembaga, oksida dihilangkan dengan membersihkan permukaan dengan amplas atau file. Sebagai fluks, rosin atau larutannya dalam alkohol (perbandingan bagiannya adalah 1: 1) digunakan, serta lemak solder.
Suhu pemanasan titik solder harus 30-50 ° C lebih tinggi dari suhu leleh solder dan fluks. Suhu rendah memberikan apa yang disebut penyolderan dingin, yang memiliki kekuatan mekanik rendah dan menciptakan listrik yang tidak dapat diandalkan
Untuk mencegah kerusakan pada insulasi, bagian inti dengan panjang 2-3 mm tidak dilapisi hingga potongan insulasi.
Dalam proses penyolderan, film oksida dihilangkan dari permukaan kabel untuk dihubungkan secara mekanis (di bawah lapisan solder yang meleleh) atau secara kimia (dengan menggunakan fluks khusus). Pada suhu tertentu, mereka menghancurkan film oksida. Ini adalah kekhasan konduktor aluminium penyolderan dan pengelasan.
Pada akhir penyolderan, residu fluks harus dihilangkan dengan hati-hati, karena dapat menyebabkan kontak putus.
Menyolder sambungan konduktor aluminium di udara lembab tidak dianjurkan karena kemungkinan korosi. Titik solder dilindungi dari kelembaban dengan penutup pelindung.
Solder konduktor kawat tunggal dengan penampang 2,5-10 mm2 dapat dilakukan dengan solder A menggunakan besi solder, solder lain (TsO-12, TsA-15) menggunakan obor bensin. Solder A tahan terhadap korosi, nyaman untuk solder dan konduktor timah. Film oksida aluminium dihancurkan secara mekanis ketika kawat digosok dengan tongkat solder, jadi tidak diperlukan fluks saat menyolder.
Sambungan dan percabangan konduktor tembaga dengan penampang hingga 6 mm2 (Gbr. 33) dilakukan dengan lilitan yang disolder. Memutar diikuti menyolder adalah metode penyambungan dan pencabangan kawat tunggal tembaga dan kawat terdampar merk PR, PV, PRVD,
PRD dengan penampang 1,5 × 6 mm2 pada kabel listrik terbuka pada rol dan isolator. Metode penyambungan dan percabangan ini juga digunakan pada kabel listrik yang dibuat dengan kabel datar PPV dan lainnya, ketika kotak cabang tidak memiliki liner dengan klip kontak, serta dalam beberapa kasus lainnya. Misalnya, saat menghubungkan
cabang kawat tembaga dari saluran udara dengan penampang 4 × 6 mm2 dengan kabel tembaga
masukan dengan penampang 2,5 mm2.
Metode menghubungkan kabel dengan memutar sederhana dalam pelaksanaannya, tetapi memerlukan penyolderan sambungan berikutnya, karena bahkan puntiran berkualitas tinggi memiliki resistansi kontak beberapa kali lebih tinggi daripada dengan metode koneksi lainnya - crimping, penyolderan, pengelasan, baut atau sambungan sekrup.

Beras. 33. Sambungan dan percabangan kabel tembaga merk PV, PR, PRD, PRVD
Saat dipelintir, kabel memiliki beberapa titik kontak dan saat arus mengalir melalui sambungan, kontak dapat menjadi terlalu panas, yang terkadang dapat menyebabkan kebakaran. Untuk alasan ini, memutar tanpa menyolder tidak diperbolehkan.
Teknologi untuk menghubungkan dan bercabang kabel tembaga adalah sebagai berikut. Untuk menghubungkan 2 buah kabel, putar kabel dengan kencang konduktor konduktif sehingga mereka tidak lepas, dan menyilangkan kabel. Ujung kabel kiri dibuat 8-10 putaran di sekitar yang kanan, dan ujung kabel kanan dibuat 8-10 putaran di sekitar kabel kiri, tetapi ke arah lain. Sambungan bengkok harus setidaknya 10-15 diameter konduktor penghubung. Sambungan dikerutkan dengan tang dan disolder dengan solder POS-30 atau POS-40. Putaran yang disolder diisolasi untuk seluruh panjang sambungan dengan pegangan wajib dari isolasi kawat yang tidak dilindungi. Sambungan antara dua kabel bengkok dilakukan secara terhuyung-huyung.
Saat menyolder konduktor aluminium kawat tunggal dengan penampang 2,5-10 mm2, sambungan dan cabang dibuat dalam bentuk lilitan ganda dengan alur (Gbr. 34). Isolasi dilepas dari inti, dibersihkan menjadi kilau logam dengan amplas atau pita kabel, ditumpuk dengan lilitan ganda untuk membentuk alur pada titik di mana inti bersentuhan.

Beras. 34. Sambungan kabel aluminium kawat tunggal dengan menyolder ganda
dipelintir dengan alur
Sambungan dipanaskan dengan obor atau besi solder ke suhu di mana solder mulai meleleh. Sebuah tongkat solder digosok dengan usaha di satu sisi. Sebagai hasil dari gesekan, film oksida terkelupas dan alur mulai dilubangi dan diisi dengan solder. Demikian pula, konduktor dikalengkan dan alur di sisi lain diisi dengan solder. Pada saat yang sama, permukaan luar dan tempat-tempat di mana konduktor dipelintir disegel. Setelah pendinginan, persimpangan diisolasi.
Pengelasan digunakan untuk mengakhiri dan menghubungkan konduktor hidup kabel dan
kabel dari semua penampang dan untuk konduktor aluminium dengan tembaga dengan penampang konduktor tidak melebihi 10 mm2. Metode penyambungan ini memerlukan penggunaan fluks khusus, mesin las, dan peralatan khusus lainnya.
HUBUNGAN KONTAK LISTRIK. PERSYARATAN TEKNIS UMUM GOST 10434-82
STANDAR NEGARA KESATUAN SSR
HUBUNGAN KONTAK LISTRIK
Klasifikasi. Umum persyaratan teknis
Sambungan kontak listrik. Klasifikasi.
Persyaratan teknis umum
GOST 10434-82
Tanggal referensi 01.01.83
Standar ini berlaku untuk sambungan kontak listrik bus, kabel atau kabel yang dapat dilipat dan tidak dapat dilipat (selanjutnya disebut sebagai konduktor) yang terbuat dari tembaga, aluminium dan paduannya, baja, kabel aluminium-tembaga dengan kabel perangkat listrik, serta untuk koneksi kontak konduktor satu sama lain untuk arus dari 2, 5 A. Untuk koneksi kontak perangkat listrik untuk arus kurang dari 2,5 A, persyaratan standar direkomendasikan. Persyaratan standar dalam hal nilai resistansi listrik yang diizinkan dan resistansi koneksi kontak pada arus tembus juga berlaku untuk koneksi kontak di sirkuit pembumian dan konduktor pelindung yang terbuat dari baja.
Standar ini tidak berlaku untuk sambungan kontak listrik dari perangkat listrik tujuan khusus.
Istilah yang digunakan dalam standar sesuai dengan GOST 14312-79, GOST 18311-80.
1. KLASIFIKASI
1.1. Tergantung pada bidang aplikasinya, sambungan kontak listrik (selanjutnya disebut sambungan kontak) dibagi ke dalam kelas-kelas sesuai dengan tabel. 1.
Tabel 1
| Lingkup koneksi kontak | Hubungi kelas koneksi |
|---|---|
| 1. Sambungan kontak sirkit yang penampang konduktornya dipilih untuk beban arus kontinu yang diizinkan (sirkuit listrik daya, saluran listrik, dll.) | 1 |
| 2. Sambungan kontak sirkit, penampang konduktor yang dipilih untuk ketahanan terhadap arus tembus, rugi-rugi tegangan dan deviasi, kekuatan mekanik, proteksi beban lebih. Sambungan kontak dalam rantai pembumian dan konduktor pelindung yang terbuat dari baja | 2 |
| 3. Sambungan kontak sirkuit dengan perangkat listrik, yang pekerjaannya dikaitkan dengan pelepasan sejumlah besar panas (elemen pemanas, resistor, dll.) | 3 |
Catatan. Dalam standar dan kondisi teknis untuk jenis perangkat listrik tertentu, kelas 2 dan 3 harus ditunjukkan, kelas 1 tidak ditunjukkan.
1.2. Tergantung pada versi iklim dan kategori penempatan perangkat listrik sesuai dengan GOST 15150-69, koneksi kontak dibagi menjadi beberapa kelompok sesuai dengan tabel. 2.
1.3. Secara desain, koneksi kontak dibagi menjadi non-collapsible dan collapsible.
1.4. Tergantung pada bahan konduktor yang terhubung dan kelompok koneksi kontak sesuai dengan ayat 1.2, koneksi kontak yang dapat dilipat dibagi menjadi:
- - tidak memerlukan penggunaan alat penstabil hambatan listrik - lihat hal. 2.1.6 & 2.1.8;
- membutuhkan penggunaan alat penstabil hambatan listrik - lihat hal. 2.1.7 dan 2.1.8.
Meja 2
| Modifikasi iklim dan kategori penempatan perangkat listrik | |
|---|---|
| 1. Semua versi iklim untuk penempatan kategori 4.1 dengan atmosfer tipe II dan I. Versi iklim U, UHL, TS untuk lokasi kategori 3 dan versi iklim UHL, TS untuk lokasi kategori 4 dengan atmosfer tipe II dan I |
A |
| 2. Kombinasi kinerja iklim dan kategori penempatan, selain yang disebutkan di atas, untuk atmosfer tipe II dan I. Kombinasi kinerja iklim dan kategori penempatan di atmosfer tipe III dan IV |
B |
2. PERSYARATAN TEKNIS
2.1. Persyaratan konstruksi
2.1.1. Sambungan kontak harus dilakukan sesuai dengan persyaratan standar ini, standar dan spesifikasi teknis untuk jenis perangkat listrik tertentu sesuai dengan gambar kerja yang disetujui dengan cara yang ditentukan.
2.1.2. Kesimpulan perangkat listrik harus memenuhi persyaratan GOST 24753-81.
2.1.3. Klem sekrup kontak harus memenuhi persyaratan GOST 25034-85, klem pengaturan huruf harus memenuhi persyaratan GOST 19132-86.
2.1.4. Perlengkapan linier harus memenuhi persyaratan GOST 13276-79.
2.1.5. Sambungan kontak permanen harus dilas, disolder atau dikerutkan. Diperbolehkan menggunakan metode lain yang ditentukan dalam standar atau spesifikasi teknis untuk jenis perangkat listrik tertentu.
Contoh pembuatan sambungan kontak yang tidak dapat dipisahkan diberikan dalam Lampiran 1.
2.1.6. Sambungan kontak yang dapat dilepas yang tidak memerlukan penggunaan alat penstabil hambatan listrik harus dibuat menggunakan pengencang baja yang dilindungi dari korosi sesuai dengan persyaratan GOST 9.303-84, GOST 9.005-72.
2.1.7. Sambungan kontak yang dapat dilepas yang memerlukan penggunaan sarana penstabil hambatan listrik harus dilakukan baik secara sendiri-sendiri atau bersama-sama dengan sarana berikut:
- 1) pengencang yang terbuat dari logam non-ferrous dengan koefisien ekspansi linier dari 18 · 10 -6 hingga 21 · 10 -6 1 / ° ;
2) Mata air Belleville sesuai dengan GOST 3057-90 atau spesifikasi teknis untuk jenis mata air tertentu;
3) lapisan logam pelindung permukaan kerja, dipilih sesuai dengan GOST 9.303-84, dengan mempertimbangkan persyaratan GOST 9.005-72.
Diperbolehkan menggunakan jenis lapisan pelindung lain yang ditentukan dalam standar atau spesifikasi teknis untuk jenis perangkat listrik tertentu;
4) bagian transisi dalam bentuk pelat tembaga-aluminium sesuai dengan GOST 19357-81, lug tembaga-aluminium sesuai dengan GOST 9581-80 dan klem perangkat keras dari aluminium berlapis sesuai dengan TU 34-13-11438-89;
5) bagian transisi berupa pelat dan ujung yang terbuat dari paduan aluminium dengan kekuatan tarik ultimate paling sedikit 130 MPa (selanjutnya disebut paduan aluminium keras);
6) pin lug sesuai dengan GOST 23598-79 terbuat dari paduan aluminium keras;
7) pin lug sesuai dengan GOST 23598-79, tembaga-aluminium;
8) pelumas konduktif listrik atau bahan konduktif listrik lainnya, jika kemungkinan penggunaannya dikonfirmasi oleh hasil pengujian sesuai dengan GOST 17441-84 dan ditunjukkan dalam standar atau spesifikasi teknis untuk jenis perangkat listrik tertentu.
Saat menggunakan sarana 2) -8), koneksi kontak, sebagai suatu peraturan, harus dilakukan menggunakan pengencang baja yang dilindungi dari korosi sesuai dengan persyaratan GOST 9.303-84, GOST 9.005-72.
Catatan. Kebutuhan untuk menerapkan lapisan logam pelindung pada permukaan kerja konduktor tembaga harus ditentukan dalam standar atau spesifikasi teknis untuk jenis perangkat listrik tertentu.
(Edisi modifikasi, Amandemen No. 1, 2, 3).
2.1.8. Sambungan kontak yang dapat dilepas, tergantung pada kelompok menurut ayat 1.2 dan bahan konduktor dan terminal yang terhubung dari perangkat listrik, harus dilakukan sesuai dengan persyaratan standar, ditunjukkan:
- - untuk koneksi kontak konduktor dengan kabel datar, serta koneksi kontak konduktor di antara mereka sendiri - dalam tabel. 3;
- untuk koneksi kontak konduktor dengan terminal pin - dalam tabel. 4;
- untuk koneksi kontak konduktor dengan lead wanita - dalam tabel. 5.
Tabel 3
| Hubungi grup koneksi | bahan konduktor | Nomor klausa standar tergantung pada bahan timah atau konduktor kedua | |||
|---|---|---|---|---|---|
| tembaga dan paduannya | paduan aluminium keras | aluminium | baja | ||
| A | Tembaga, aluminium-tembaga | 2.1.6 | 2.1.6 | ||
| Paduan aluminium padat | |||||
| Aluminium | 2.1.7 1) atau 2), atau 3), atau 4), atau 5), atau 8) | ||||
| B | Tembaga, aluminium-tembaga | 2.1.6 | 2.1.6 | ||
| Paduan aluminium padat | 2.1.7 * 3) atau 4), atau 5) dan 3) | 2.1.6 | 2.1.7 4) atau 5) dan 3) | ||
| Aluminium | 2.1.7 4) atau 5) dan 3), atau 1) dan 3), atau 2) dan 3) | 2.1.7 1) atau 2), atau 3), atau 4), atau 5) | |||
Sambungan kontak sesuai dengan desain iklim dan kategori penempatan perangkat listrik, ditentukan sesuai dengan GOST 15150-69 dan GOST 15543-70, harus tahan terhadap efek faktor iklim lingkungan luar ditentukan dalam GOST 15150-69, GOST 15543-70, GOST 15963-79, GOST 16350-80, GOST 17412-72 atau dalam standar dan spesifikasi untuk jenis perangkat listrik tertentu.
Tabel 4
| Hubungi grup koneksi | bahan konduktor | Nomor klausa standar tergantung pada bahan pin | ||
|---|---|---|---|---|
| tembaga atau kuningan untuk arus pengenal | baja untuk arus pengenal hingga 40 A | |||
| hingga 630 A | di atas 630 A | |||
| A | Tembaga, aluminium-tembaga | 2.1.6 | ||
| Paduan aluminium padat | ||||
| Aluminium | 2.1.7 1) | 2.1.7 3) atau 4), atau 5) | 2.1.7 2) atau 3), atau 4), atau 5) | |
| B | Tembaga, aluminium-tembaga | 2.1.6 | ||
| Paduan aluminium padat | 2.1.7 4) atau 5) dan 3) | 2.1.7 * 4) atau 5) dan 3) | 2.1.7 4) atau 5) dan 3) | |
| Aluminium | 2.1.7 4) atau 5) dan 3) | |||
* Sambungan kontak perangkat listrik modifikasi iklim U, UHL kategori penempatan 1 dan 2 diizinkan untuk dibuat sesuai dengan pasal 2.1.6.
Catatan. Dalam semua kasus, mur dorong tembaga atau kuningan harus digunakan untuk pin dengan arus pengenal di atas 40 A.
Tabel 5
| Hubungi grup koneksi | bahan konduktor | Nomor klausa standar tergantung pada jenis inti | |
|---|---|---|---|
| kabel tunggal | multi-kawat | ||
| A | Tembaga | Koneksi langsung | |
| Alumomed | - | ||
| Aluminium | Koneksi langsung * atau 2.1.7 6) atau 7) ** | ||
| B | Tembaga | Koneksi langsung * atau 2.1.6 *** | 2.1.6*** |
| Alumomed | - | ||
| Aluminium | 2.1.7 7) atau 6) dan 3) | ||
* Kemungkinan koneksi langsung harus ditentukan dalam standar atau spesifikasi teknis untuk jenis perangkat listrik tertentu.
** Diperbolehkan untuk menghubungkan konduktor aluminium yang menyatu menjadi monolit dengan penambahan aditif paduan dari paduan aluminium keras.
*** Sambungan kontak dibuat dengan pemutusan dengan lug pin tembaga sesuai dengan GOST 22002.5-76, GOST 22002.12-76, GOST 22002.13-76, GOST 23598-79 atau dengan penyolderan konduktor timah-timah timah-timah sesuai dengan GOST 21931-76.
Diperbolehkan, berdasarkan kesepakatan dengan konsumen, untuk menggunakan koneksi kontak yang berbeda dari yang ditunjukkan dalam tabel. 3-5.
Contoh pembuatan sambungan kontak yang dapat dilipat diberikan dalam Lampiran 2.
(Edisi Modifikasi, Amandemen No. 1, 3).
2.1.9. Sambungan kontak pelat yang terbuat dari paduan aluminium keras dan bagian aluminium dari pelat tembaga-aluminium dengan konduktor aluminium (timah) harus dilakukan dengan pengelasan atau penyolderan, dan sambungan lug yang terbuat dari paduan aluminium keras dan bagian aluminium dari tembaga-aluminium lug dengan konduktor aluminium dari kabel dan kabel harus dilas atau crimping.
2.1.10. Sambungan kontak yang dapat dilepas dari konduktor kawat tunggal dari kabel dan kabel dengan terminal datar atau pin harus dilakukan:
- - hidup dengan penampang hingga 16 mm 2 - setelah penghentian dengan lug sesuai dengan GOST 7386-80 atau langsung: dengan membentuk menjadi cincin atau tanpanya, dengan perlindungan dalam kedua kasus dari ekstrusi oleh mesin cuci berbentuk atau lainnya cara;
- konduktor dengan penampang 25 mm 2 atau lebih - setelah pemutusan dengan ferrules sesuai dengan GOST 7386-80, GOST 7387-82, GOST 9581-80 atau dengan membentuk ujung konduktor menjadi bagian penjepit datar dengan baut lubang.
2.1.11. Sambungan kontak yang dapat dilepas dari konduktor terdampar dari kabel dan kabel dengan terminal datar atau pin harus dilakukan:
- - tinggal dengan penampang hingga 10 mm 2 - setelah penghentian dengan ferrules sesuai dengan GOST 7386-80, GOST 9688-82, GOST 22002.1-82, GOST 22002.2-76 - GOST 22002.4-76, GOST 22002.6-82, GOST 22002.7-76 - GOST 22002.11- 76, GOST 22002.14-76 atau langsung: dengan membentuk menjadi cincin atau tanpanya, dengan perlindungan dalam kedua kasus dari ekstrusi oleh mesin cuci berbentuk, atau dengan cara lain;
- tinggal dengan penampang 16 mm 2 dan lebih - setelah penghentian dengan ferrules sesuai dengan GOST 7386-80, GOST 7387-82, GOST 9581-80, GOST 22002.1-82, GOST 22002.2-76, GOST 22002.6-82, GOST 22002,7-76.
(Edisi Modifikasi, Amandemen No. 1, 2).
2.1.12. Disarankan untuk menghubungkan tidak lebih dari dua konduktor ke setiap baut (sekrup) terminal datar atau terminal pin, kecuali ditentukan lain dalam standar atau spesifikasi teknis untuk jenis perangkat listrik tertentu.
2.1.13. Dalam sambungan kontak yang dapat dilipat, pengencang kelas kekuatan menurut GOST 1759.4-87 dan GOST 1759,5-87, yang ditentukan dalam tabel, harus digunakan. 6. Disarankan untuk menggunakan sekrup pada sambungan kontak dengan kepala silinder atau heksagonal.
Tabel 6
2.1.14. Persyaratan untuk persiapan permukaan kerja bagian kontak diberikan dalam Lampiran 3.
2.2. Persyaratan elektrik
2.2.1. Rasio resistansi listrik awal dari koneksi kontak (kecuali untuk koneksi kontak dengan terminal pin) dengan resistansi listrik dari bagian konduktor yang terhubung, yang panjangnya sama dengan panjang koneksi kontak, tidak boleh melebihi:
- - untuk kelas 1 - 1, kecuali ditentukan lain dalam standar atau spesifikasi teknis untuk jenis perangkat listrik tertentu;
- untuk kelas 2 - 2;
- untuk kelas 3 - 6.
Dalam hubungan kontak konduktor dengan hambatan listrik yang berbeda, perbandingan dibuat dengan bagian kontak dengan hambatan listrik yang lebih tinggi.
2.2.2. Hambatan listrik awal dari koneksi kontak konduktor kelas 1 dengan pin lead tidak boleh melebihi nilai yang ditunjukkan dalam tabel. 7.
Tabel 7
Persyaratan untuk sambungan kontak kelas 2 dan 3, jika perlu, ditentukan dalam standar atau spesifikasi teknis untuk jenis perangkat listrik tertentu.
2.2.3. Tahanan listrik sambungan kontak (kecuali untuk dilas dan disolder), yang telah lulus uji kepatuhan terhadap persyaratan standar dan lainnya dokumentasi teknis menurut metode yang ditentukan dalam GOST 17441-84, tidak boleh melebihi nilai awal lebih dari 1,5 kali. Hambatan listrik sambungan kontak yang dilas dan disolder harus tetap tidak berubah. Membutuhkan aplikasi wajib kunci indikator torsi harus ditentukan dalam standar atau spesifikasi teknis untuk jenis perangkat listrik tertentu.
2.2.4. Ketika arus pengenal (jangka panjang) mengalir, suhu maksimum yang diizinkan dari koneksi kontak kelas 1 dan 2 tidak boleh melebihi nilai yang ditunjukkan dalam tabel. 8. Dalam hal ini, beban konduktor saat ini diambil sesuai dengan "Aturan untuk Instalasi Instalasi Listrik", yang disetujui oleh Layanan Pengawasan Energi Negara pada 12.04.69, sesuai dengan standar atau spesifikasi untuk jenis perangkat listrik tertentu .
Tabel 8
| Karakteristik konduktor yang terhubung | Suhu pemanasan tertinggi yang diizinkan, ° dalam instalasi | |
|---|---|---|
| hingga 1000 V | NS. 1000 V | |
| 1. Konduktor yang terbuat dari tembaga, aluminium-tembaga, aluminium dan paduannya tanpa lapisan pelindung permukaan kerja | 95 | Menurut GOST 8024-90 |
| 2. Konduktor yang terbuat dari tembaga, aluminium tembaga, aluminium dan paduannya dengan lapisan pelindung permukaan kerja dengan logam dasar | 110* | |
| 3. Konduktor yang terbuat dari tembaga dan paduannya tanpa insulasi atau dengan insulasi kelas B, F dan H sesuai dengan GOST 8865-87 dengan lapisan pelindung permukaan kerja dengan perak | 135 | |
* Diperbolehkan untuk konduktor tembaga tanpa insulasi atau dengan insulasi kelas B, F dan H sesuai dengan GOST 8865-87 untuk meningkatkan suhu hingga 135 ° C, jika kemungkinan ini dikonfirmasi oleh hasil pengujian sesuai dengan GOST 17441 -84 dan ditunjukkan dalam standar atau kondisi teknis untuk jenis perangkat listrik tertentu.
Suhu koneksi kontak kelas 3 diatur dalam standar atau kondisi teknis untuk jenis perangkat listrik tertentu, tergantung pada bahan yang digunakan, pelapis, kelas insulasi dari konduktor yang terhubung dan kondisi operasi.
(Edisi modifikasi, Amandemen No. 1, 2, 3).
2.2.5. (Dihapus, Amandemen No. 1).
2.2.6. Setelah mode arus tembus, sambungan kontak tidak boleh mengalami kerusakan mekanis yang menghambat pengoperasian lebih lanjut. Suhu sambungan kontak dalam mode arus tembus tidak boleh lebih dari 200 ° untuk koneksi konduktor yang terbuat dari aluminium tembaga, aluminium dan paduannya, serta untuk koneksi konduktor ini dengan yang tembaga, 300 ° untuk koneksi konduktor tembaga dan 400 ° untuk koneksi konduktor baja.
2.2.7. Nilai arus-lalu yang diizinkan dari sambungan kontak harus tidak kurang dari arus-lalu yang diizinkan dari jenis perangkat listrik tertentu yang ditentukan dalam standar atau spesifikasi teknis untuk perangkat ini.
Dengan tidak adanya data ini, nilai kerapatan arus satu detik harus sesuai dengan 165 A / mm 2 - untuk konduktor tembaga, 105 A / mm 2 - untuk aluminium dan tembaga-aluminium, 90 A / mm 2 - untuk aluminium konduktor paduan dan 20 A / mm 2 - untuk konduktor baja.
(Edisi Modifikasi, Amandemen No. 1).
2.3. Persyaratan untuk ketahanan terhadap faktor mekanis
2.3.1. Sambungan kontak harus tahan terhadap dampak faktor mekanis dari lingkungan eksternal sesuai dengan kelompok kondisi operasi sesuai dengan GOST 17516-72, yang harus ditentukan dalam standar atau kondisi teknis untuk jenis perangkat listrik tertentu.
Jika instruksi tersebut tidak ada, sambungan kontak yang dikenai getaran harus tahan terhadap getaran selama 1 jam pada frekuensi konstan 40 hingga 50 Hz dan amplitudo 1 mm.
2.3.2. Sambungan kontak harus tahan terhadap pengaruh beban tarik aksial statis, yang menyebabkan tegangan, tidak kurang dari:
- - 90% dari resistensi sementara terhadap pecahnya seluruh konduktor - untuk koneksi kontak kabel saluran transmisi listrik, bekerja dalam ketegangan;
- 30% dari kekuatan tarik pamungkas dari seluruh konduktor - untuk koneksi kontak yang tidak dapat dipisahkan yang tidak bekerja dalam tegangan, serta untuk koneksi konduktor dengan kabel betina, koneksi kabel yang belum selesai dan kabel dengan kabel datar yang dilengkapi dengan ring berbentuk .
Untuk konduktor dengan penampang hingga 1,5 mm 2, tidak diperbolehkan menggunakan klem sekrup, ujung sekrup yang berputar di sepanjang inti.
2.3.1.-2.3.3. (Edisi Modifikasi, Amandemen No. 1).
2.3.4. Sambungan kontak yang dapat dilepas dari konduktor dengan kabel, sambungan kontak baut tunggal yang dapat terpapar melalui arus hubung singkat, serta sambungan kontak yang dapat dilepas yang terkena getaran atau terletak di area ledakan, harus diamankan dari kelonggaran sendiri dengan mur pengunci, pegas mesin cuci, mata air Belleville atau metode lainnya.
(Edisi Modifikasi, Amandemen No. 2).
2.4. Persyaratan keandalan
2.4.1. Untuk menilai keandalan koneksi kontak, sumber daya persentase gamma ditetapkan, kecuali ditentukan lain dalam standar atau spesifikasi teknis untuk jenis perangkat listrik tertentu.
Nilai yang lebih rendah dari sumber daya persentase gamma harus memastikan pengoperasian perangkat listrik sesuai dengan persyaratan keandalan yang ditetapkan dalam standar atau spesifikasi teknis untuk perangkat listrik ini.
(Edisi Modifikasi, Amandemen No. 1).
2.5. Persyaratan keamanan
2.5.1. Koneksi kontak dalam hal persyaratan keselamatan harus mematuhi GOST 12.2.007.0-75 dan memastikan kondisi operasi yang ditetapkan oleh "Aturan eksploitasi teknis instalasi konsumen "dan" Peraturan keselamatan untuk pengoperasian instalasi listrik konsumen "disetujui oleh Layanan Pengawasan Energi Negara pada 12 April 1969.
2.5.2. Sambungan kontak dalam hal persyaratan keselamatan kebakaran harus mematuhi GOST 12.1.004-91, yang dipastikan dengan memenuhi persyaratan GOST 10434-82.
(Diperkenalkan sebagai tambahan, Amandemen No. 3).
LAMPIRAN 1
Referensi
HUBUNGAN KONTAK NON-DISCONTINUOUS
a - pengelasan atau penyolderan; b - dengan terminal pin dengan pengelasan; c - pengelasan melalui pelat tembaga-aluminium transisi; d - koneksi inti kabel (kabel) melalui selongsong penghubung dengan crimping; e - koneksi inti kawat (kabel) dengan lug kabel dengan crimping (pengelasan, penyolderan); e - koneksi inti kawat dalam konektor oval
1 - terminal datar (bus); 2 - ban; 3 - keluaran pin; 4 - pelat tembaga-aluminium; 5 - kawat (kabel); 6 - selongsong penghubung; 7 - kabel lug; 8 - konektor oval
LAMPIRAN 2
Referensi
KONEKSI KONTAK FLEKSIBEL

a - dengan mur pengunci; b - dengan mesin cuci pegas; c - konduktor kawat tunggal (multi-kawat) dari penampang kawat (kabel). hingga 10 mm 2 dengan menekuk menjadi cincin; d - konduktor kabel tunggal (multi-kawat) dari bagian kawat (kabel). hingga 10 mm 2 tanpa menekuk ke dalam cincin.
1 - terminal datar (bus); 2 - bus (kabel lug); 3, 4, 5 - mesin cuci baja, baut dan mur; 6 - mesin cuci pegas; 7 - sekrup; 8 - mesin cuci berbentuk (bintang mesin cuci); 9 - kawat (kabel); 10 - mesin cuci berbentuk (mesin cuci melengkung)

a - pengencang yang terbuat dari logam non-ferrous dengan mur pengunci; b - pengencang yang terbuat dari logam non-ferrous dengan mesin cuci pegas; dalam - pengencang baja dengan pegas Belleville; d - pengencang baja dengan lapisan logam pelindung permukaan kerja dengan mur pengunci (mesin cuci pegas); d - pengencang baja melalui pelat transisi tembaga-aluminium dengan mur pengunci (mesin cuci pegas); e - pengencang baja melalui pelat adaptor yang terbuat dari paduan aluminium keras dengan mur pengunci (mesin cuci pegas).
1 - terminal datar (bus); 2 - bus (kabel lug); 3 - 5 - mesin cuci, baut, mur dari logam non-ferrous; 6 - mesin cuci pegas; 7 - mur baja; 8 - baut baja; 9 - pegas cakram; 10 - mesin cuci baja (mesin cuci yang diperbesar); 11 - mesin cuci baja; 12 - terminal datar (bus) dengan pelindung lapisan logam permukaan kerja; 13 - bus (kabel lug) dengan lapisan logam pelindung pada permukaan kerja; 14 - pelat tembaga-aluminium; 15 - pelat paduan aluminium keras

a - konduktor yang terbuat dari tembaga, paduan aluminium padat atau aluminium dengan lapisan logam pelindung pada permukaan kerja; b, c, d - konduktor aluminium; d - konduktor aluminium melalui pelat tembaga-aluminium transisi; e - inti kawat tunggal (multi-kawat) dari penampang kawat kabel. 10 mm 2 ditekuk menjadi cincin.
1-pin tembaga atau kuningan timah; 2 - mur yang terbuat dari tembaga atau kuningan; 3 - bus (kabel lug) yang terbuat dari tembaga, paduan aluminium keras atau aluminium dengan lapisan logam pelindung pada permukaan kerja; 4 - mur baja; 5 - pin tembaga timah; 6 - mesin cuci baja; 7 - bus aluminium (kabel lug); 8 - pin kuningan timah; 9 - pin baja timah; 10 - pegas cakram; 11 - pelat tembaga-aluminium; 12 - kawat (kabel); 13 - mesin cuci pegas; 14 - washer berbentuk (washer-star)

a, b - inti kawat tunggal (multi-kawat, menyatu menjadi monolit); c - konduktor beruntai, diakhiri dengan lug kabel.
1 - penjepit pengaturan tipe; 2 - kawat (kabel); 3 - stopkontak; 4 - pin kabel lug
PERSYARATAN UNTUK PERSIAPAN PERMUKAAN KERJA BAGIAN KONTAK

1. Bagian kontak dengan dua atau lebih lubang baut pada baris melintang direkomendasikan untuk dibuat dengan potongan memanjang, seperti yang ditunjukkan pada gambar.
2. Permukaan kerja dari bagian kontak dari sambungan kontak yang dapat dilipat dan sambungan kontak yang tidak dapat dipisahkan dengan tulangan linier segera sebelum perakitan harus disiapkan:
- - tembaga tidak dilapisi dan tembaga-aluminium - disikat.
Saat melepas kabel aluminium-tembaga, selubung tembaga tidak boleh rusak;
- aluminium dan paduan aluminium - dibersihkan dan dilumasi dengan gemuk netral (KVZ petroleum jelly sesuai dengan GOST 15975-70, CIATIM-221 sesuai dengan GOST 9433-80 atau gemuk lain dengan sifat serupa).
Waktu yang disarankan antara pembersihan dan pelumasan tidak lebih dari 1 jam;
- permukaan kerja dengan lapisan logam pelindung - dicuci dengan pelarut organik.
(Edisi Modifikasi, Amandemen No. 3).
3. Permukaan kerja dari bagian kontak tembaga yang dihubungkan dengan crimping harus dibersihkan, kecuali ditentukan lain dalam standar atau spesifikasi teknis untuk jenis perangkat listrik tertentu.
Permukaan kerja bagian kontak aluminium harus dibersihkan dan dilumasi dengan pasta kuarsa-vaseline atau pelumas, pasta dan senyawa lain dengan sifat serupa.
4. Permukaan bagian kontak yang akan dilas atau dibrazing harus dibersihkan terlebih dahulu, dihilangkan minyaknya atau digores.
5. Lokasi dan ukuran lubang baut pada detail kontak dari koneksi kontak yang dapat dilipat direkomendasikan untuk diambil sesuai dengan GOST 21242-75.
Dengan kesepakatan dengan konsumen, diperbolehkan membuat lubang oval.
(Diperkenalkan sebagai tambahan, Amandemen No. 2).
TORSI
Tabel 9
| Diameter benang, mm | Torsi, Nm, untuk sambungan baut | |
|---|---|---|
| kepala berlubang (sekrup) | kepala segi enam | |
| M3 | 0,5+0,1 | - |
| M3.5 | 0,8 ± 0,2 | |
| 4 | 1,2 ± 0,2 | |
| M5 | 2.0 ± 0.4 | 7,5 ± 1,0 |
| M6 | 2,5 ± 0,5 | 10,5 ± 1,0 |
| 8 | - | 22,0 ± 1,5 |
| M10 | 30,0 ± 1,5 | |
| M12 | 40.0 ± 2.0 | |
| 16 | 60,0 ± 3,0 | |
| M20 | 90,0 ± 4,0 | |
| M24 | 130.0 ± 5.0 | |
| M30 | 200,0 ± 7,0 | |
| M36 | 240,0 ± 10,0 | |
Catatan. Untuk sambungan baut konduktor yang terbuat dari tembaga dan paduan aluminium keras, disarankan untuk menggunakan torsi, yang nilainya 1,5 - 1,7 kali lebih tinggi dari yang ditentukan dalam tabel.
(Edisi Modifikasi, Amandemen No. 3).
DATA INFORMASI
1. DIKEMBANGKAN DAN DIPERKENALKAN oleh Kementerian Pekerjaan Perakitan dan Konstruksi Khusus Uni Soviet
PENGEMBANG
N.N.Dzektser, Cand. teknologi Sains (pemimpin topik); V.L. Fuchs; O.V. Fesenko, Cand. teknologi ilmu pengetahuan
2. DISETUJUI DAN DIKENALKAN OLEH SK Komite Negara USSR tentang manajemen dan standar kualitas produk tertanggal 03.02.82 No. 450
3. GANTI GOST 10434-76
4. DOKUMEN TEKNIS REGULASI REFERENSI
| Penunjukan NTD yang dirujuk | Nomor item, enumerasi, aplikasi |
|---|---|
| GOST 9.005-72 | |
| GOST 9.303-84 | 2.1.6; 7 pencacahan 3, 8 |
| GOST 12.1.004-91 | 2.5.2 |
| GOST 12.2.007.0-75 | 2.5.1 |
| GOST 1759.4-87 | 2.1.13 |
| GOST 1759,5-87 | 2.1.13. |
| GOST 3057-90 | 2.1.7 pencacahan 2 |
| GOST 7386-80 | 2.1.10; 2.l.11 |
| GOST 7387-82 | 2.1.10; 2.1.11 |
| GOST 8024-90 | 2.2.4 |
| GOST 8865-87 | 2.2.4 |
| GOST 9433-80 | Lampiran 3 |
| GOST 9581-80 | 2.1.7 pencacahan 4; 2.1.10; 2.1.10; 2.1.11 |
| GOST 9688-82 | 2.1.11 |
| GOST 13276-79 | 2.1.4; 2.1.7 |
| GOST 14312-79 | Bagian pengantar |
| GOST 15150-69 | 1.2; 2.1.8 |
| GOST 15543-70 | 2.1.8 |
| GOST 15963-79 | 2.1.8 |
| GOST 15975-70 | Lampiran 3 |
| GOST 16350-80 | 2.1.8 |
| GOST 17412-72 | 2.1.8 |
| GOST 17441-84 | 2.1.7 pencacahan 8; 2.2.3; 2.2.4 |
| GOST 17516-72 | 2.3.1 |
| GOST 18311-80 | Bagian pengantar |
| GOST 19132-86 | 2.1.3 |
| GOST 19357-81 | 2.1.7 pencacahan 4 |
| GOST 21242-75 | Lampiran 3 |
| GOST 21931-76 | 2.1.8 |
| GOST 22002.1-82 | 2.1.11 |
| GOST 22002.2-76 - GOST 22002.4-76 | 2.1.11 |
| GOST 22002.5-76 | 2.1.8 |
| GOST 22002.6-82 | 2.1.11 |
| GOST 22002.7-76 - GOST 2.202.11-76 | 2.1.11 |
| GOST 22002.12-76 | 2.1.8 |
| GOST 22002.13-76 | 2.1.8 |
| GOST 22002.14-76 | 2.1.11 |
| GOST 23598-79 | 7, daftar 6, 7; 2.1.8 |
| GOST 24753-81 | 2.1.2 |
| GOST 25034-85 | 2.1.3 |
| GOST 34-13-11438-89 | 2.1.7 pencacahan 4 |
5. Masa berlaku diperpanjang hingga 01.01.96 oleh Resolusi Komite Negara Uni Soviet untuk Manajemen dan Standar Kualitas Produk tertanggal 05.25.90 No. 1309
6. REVISI (Oktober 1993) dengan Perubahan No. 1, 2, 3, disetujui pada April 1985, Juni 1987, Mei 1990 (IUS 7-85, 10-87, 8-90)
Dengan bantuan jenis koneksi ini, semua elemen kabel digabungkan menjadi satu struktur baik satu sama lain maupun dengan sumber energi listrik.
Apa itu kontak listrik?
Kontak listrik adalah kontak elemen yang dengannya fungsi berkelanjutan dibuat. jaringan listrik... Dengan kata lain, kontak listrik adalah simpul di mana kontak terjadi.
Bagaimana kontak listrik dilakukan?
Antara konduktor, jenis koneksi ini dibuat dengan menekan satu elemen konduktif ke elemen konduktif lainnya. Ini menggunakan baut, sekrup, klem, pegas, paku keling, perubahan bentuk sambungan (misalnya, crimping atau puntiran), pengelasan, penyolderan, pengeleman, dll.
Apa itu koneksi kontak?
Semua koneksi kontak dapat dibagi menjadi tiga kelompok:
1. Non-collapsible - koneksi ini tidak dapat dibongkar sama sekali tanpa merusak setidaknya salah satu bagian yang terbentuk koneksi ini... Sambungan tersebut meliputi yang berikut: dilas, dibrazing, dipaku, ditekan dan direkatkan.
2. Dapat diturunkan - dapat dibongkar menjadi elemen terpisah sehingga bagian yang terhubung tetap utuh. Ini adalah koneksi berikut - baut, sekrup dan baji.
3. Dapat dilepas - Sambungan ini termasuk steker dan stopkontak.
Apa koneksi kontak berdasarkan jenis koneksi?
Atas dasar ini, semua sambungan kontak dibagi menjadi dua kelompok: semua logam dengan kontak las fisik dan tekan, yang digabungkan menjadi satu struktur menggunakan kontak mekanis. Dalam hal ini, sambungan kompresi sederhana dan kompleks. Yang sederhana diperoleh sebagai hasil dari menghubungkan konduktor, yang padat dalam struktur. Yang kompleks terbentuk sebagai hasil dari menghubungkan kabel yang terdampar dan ferrule atau selongsong, di samping itu, koneksi kompleks diperoleh antara dua kabel yang terdampar.
Bagaimana koneksi kontak dibagi menurut tujuannya?
Menurut fungsi yang dilakukan koneksi kontak di switchgear, mereka dapat dibagi menjadi koneksi, koneksi, dan cabang.
Apa yang harus menjadi hambatan dari koneksi kontak?
Setelah pembuatan koneksi kontak, resistansi harus sedemikian rupa sehingga tidak melebihi nilai yang sama dari bagian seluruh konduktor. Jika sambungan seperti itu diperoleh dari konduktor dari bahan yang berbeda, maka resistansi harus dibandingkan dengan resistansi bagian konduktor, yang konduktivitasnya lebih kecil.
Selama penggunaan, resistansi koneksi ini tidak boleh lebih dari 1,8 dari nilai resistansi seluruh konduktor.
Apa saja teknologi untuk produksi koneksi kontak?
Saat ini, ada sejumlah teknologi yang digunakan untuk membuat koneksi kontak elemen, yang melaluinya arus listrik mengalir di masa depan:
Pengelasan listrik dengan pemanasan kontak;
Pengelasan listrik dengan elektroda karbon;
Pengelasan gas-listrik;
pengelasan gas;
pengelasan termit;
Pengelasan pantat resistensi;
Pengelasan tekanan dingin;
Pematerian;
Crimping;
Memutar;
Pengencangan dengan baut atau sekrup.
Dalam kasus apa pengelasan listrik digunakan? dengan pemanasan kontak?
Jenis koneksi ini digunakan untuk pemutusan, koneksi dan percabangan kabel aluminium, yang penampangnya tidak melebihi 1000 mm2. Selain itu, teknologi ini digunakan untuk menghubungkan kabel yang terbuat dari bahan yang berbeda - tembaga dan aluminium.
Di mana pemanasan kontak menggunakan bahan pengisi digunakan?
Ini digunakan untuk menggabungkan dan mengakhiri konduktor aluminium satu sama lain, yang mengandung beberapa kabel, serta untuk kabel yang penampangnya tidak melebihi 2000 mm2.
Kapan Anda menggunakan las listrik karbon?
Teknologi ini digunakan untuk menghubungkan busbar aluminium dari berbagai penampang dan konfigurasi.
Kapan pengelasan gas-listrik digunakan?
Paling sering, jenis koneksi ini digunakan untuk menggabungkan konduktor konduktif aluminium dan tembaga satu sama lain.
Apa keuntungan dan kerugian dari pengelasan gas-listrik?
Kualitas positif utama dari pengelasan gas-listrik adalah dilakukan tanpa fluks. Namun, teknologi ini juga memiliki kelemahan yang signifikan - tidak dapat dilakukan tanpa peralatan yang agak mahal, apalagi, dalam hal ini, gas yang mahal digunakan.
Karena itu, pengelasan gas-listrik biasanya digunakan untuk menyambungkan busbar paduan aluminium ke busbar tembaga.
Selain itu, untuk menggabungkan kabel aluminium dan tembaga dari berbagai penampang dan konfigurasi, pengelasan gas digunakan, dan dalam pada kasus ini peralatan yang agak merepotkan digunakan yang memakan banyak ruang.
Untuk aplikasi apa pengelasan termit paling cocok?
Menggunakan pengelasan termit, kabel yang terbuat dari baja, aluminium dan tembaga dihubungkan. Selain itu, metode sambungan ini cocok untuk busbar semua penampang. Yang terbaik adalah menggunakan jenis pengelasan ini untuk menggabungkan kabel telanjang saluran listrik ke dalam satu sistem di lapangan.
Untuk membuat pengelasan seperti itu, peralatan yang terlalu rumit dan rumit tidak diperlukan. Sangat sederhana untuk melakukan pengelasan seperti itu, masalah utama dalam hal ini adalah bahwa bahaya kebakaran meningkat selama pengelasan termit. Ada satu persyaratan lagi - untuk pengelasan termit, kartrid dan korek api termit harus disimpan di kondisi khusus... Pengelasan wadah termit digunakan untuk menghubungkan strip baja yang membentuk loop tanah, serta untuk pemasangan kabel proteksi petir.
Di mana pengelasan butt dingin dan resistensi digunakan?
Pengelasan tahanan butt harus digunakan jika perlu untuk menghubungkan bus yang terbuat dari aluminium dengan tembaga.
Pengelasan tekanan dingin digunakan untuk menyambungkan busbar aluminium dan tembaga bagian sedang. Selain itu, digunakan untuk menghubungkan kabel kawat tunggal, yang penampangnya tidak melebihi 10 mm2. Untuk melakukan pengelasan jenis ini, Anda tidak perlu menggunakan bahan tambahan atau alat kelengkapan kontak.
Di mana solder digunakan?
Aluminium dan kabel tembaga diperbolehkan untuk menghubungkan setiap penampang menggunakan penyolderan. Pada saat yang sama, teknologi ini tidak rumit, juga tidak memerlukan keterlibatan peralatan yang rumit atau besar, tetapi implementasinya harus menghabiskan banyak waktu dan usaha.
Dalam hal apa mereka menggunakan crimping?
Crimping digunakan untuk membuat sambungan kontak kabel aluminium, baja-aluminium dan tembaga, baik yang berinsulasi maupun tidak berinsulasi. Penampang kabel tersebut hingga 1000 mm2. Saat membuat terminasi dan menghubungkan konduktor, Anda harus sangat hati-hati dan hati-hati memilih tip, selongsong, dan pukulan dengan cetakan.
Diperbolehkan memutar kabel hanya jika akan digunakan pada jalur komunikasi. Pilihan teknologi koneksi kontak secara langsung tergantung pada bahan apa yang perlu dihubungkan satu sama lain, pada penampang, tegangan, bentuk, serta pada kondisi pemasangan.
Bagaimana cara menyiapkan konduktor untuk koneksi kontak?
Dalam hal ini, persiapan secara langsung tergantung pada teknologi yang akan digunakan saat membuat sambungan kontak. Misalkan, saat menggunakan penyolderan, ujungnya perlu dipotong secara bertahap atau pada sudut 55 °. Ini dilakukan agar terjadi kontak antara bagian tubular selongsong dan kabel di setiap sisi.
Saat menggunakan ujung atau konduktor sektor atau segmen penghubung menggunakan alat khusus, kabel harus dibulatkan dengan tang. Hal ini dilakukan agar vena mudah masuk ke dalam rongga selongsong.
Ujung kontak dari konduktor datar yang perlu dilas harus disejajarkan dan ujung-ujungnya harus diproses.
Bagaimana cara mendapatkan kontak yang andal antara konduktor yang terhubung?
Agar kontak seperti itu sekencang mungkin, mereka harus dibersihkan dengan hati-hati dari film. Dalam hal ini, perlu menggunakan pembilasan, pelarutan kimia film yang mungkin ada pada logam. Sangat dapat diterima untuk menggunakan pembersihan mekanis. Cukup sering, semua metode pembersihan ini digunakan bersama-sama.
Namun, cukup efektif untuk menggunakan pembersihan mekanis yang dikombinasikan dengan pembilasan dan pelarutan. Metode pembersihan permukaan harus dipilih tergantung pada bahan apa yang terbuat dari elemen yang akan dihubungkan. Penting juga untuk memperhatikan apakah mereka memiliki lapisan pelindung yang terbuat dari logam, pada jenis film, dan juga perlu mempertimbangkan teknologi yang digunakan untuk membuat koneksi kontak ini.
Cara termudah untuk membersihkan permukaan adalah dengan cara mekanis. Ini dilakukan dengan membersihkan dengan sikat baja atau sikat yang terbuat dari pita cardo. Permukaan kontak aluminium harus dibersihkan selengkap mungkin. Pertama, pelumas pelindung khusus harus dioleskan ke permukaan. Cara terbaik adalah menggunakan petroleum jelly teknis untuk tujuan ini. Hal ini dilakukan agar permukaan elemen yang akan disambung tidak teroksidasi lagi.
Jika permukaan ditutupi dengan lapisan film minyak, maka itu harus terlebih dahulu diturunkan dengan pelarut. Setelah itu, konduktor dibersihkan secara mekanis sampai memperoleh kemilau specular.
Bagaimana cara melindungi permukaan dari kontaminasi ulang?
Agar permukaan tidak kotor lagi, itu harus dilindungi tambahan. Dalam hal ini, perlindungan harus dipilih tergantung pada koneksi kontak mana yang akan digunakan. Juga, tingkat proteksi dipengaruhi oleh bahan dari mana konduktor dibuat, dan kondisi di mana sambungan ini akan ditempatkan.
Misalnya, saat melakukan pengelasan kontak atau penyolderan, permukaan harus dilindungi dari oksidasi menggunakan fluks. Saat menggunakan sambungan baut, crimping atau puntir, mereka dilindungi dari oksidasi menggunakan pelumas kontak.
Apa yang harus menjadi karakteristik pelumas kontak?
Zat-zat ini harus memiliki tingkat adhesi yang tinggi. Dari sudut pandang kimia, mereka harus netral, dan dalam hal kualitas fisik, karakteristik utamanya adalah elastisitas.
Pelumas kontak pelindung dapat berupa: vaseline teknologi atau kapasitor, pasta kuarsa-vaseline. Perlu dicatat bahwa pelumas ini dioleskan ke permukaan dalam lapisan tipis.
Halaman 16 dari 83
Sambungan kontak yang dapat dilipat dan tidak dapat dilipat dari ban, kabel dan kabel yang terbuat dari tembaga, aluminium dan paduannya, kabel aluminium-tembaga dengan kabel perangkat listrik harus memenuhi persyaratan GOST 10434-82 *. Kabel kontak perangkat listrik harus dibuat sesuai dengan GOST 24753-81 *, klem sekrup - GOST 25034-85, klem pengaturan tipe - GOST 19132-86, fitting linier - GOST 13276-79 *.
Perlu dicatat bahwa perusahaan listrik asing terkemuka menyediakan output motor listrik 6 dan 0,4 kV untuk menghubungkan kabel dan kabel yang terdampar, yang tidak memerlukan penggunaan terminal. Metode koneksi ini memberikan penghematan besar logam non-ferrous (tips) dan biaya tenaga kerja (pengoperasian menekan tip dihilangkan), dan itu harus diterapkan secara luas dalam praktik rumah tangga.
Sambungan kontak permanen dilakukan dengan pengelasan, penyolderan atau crimping (Gambar 4.17).
Sambungan kontak yang dapat dilepas yang tidak memerlukan stabilisasi resistansi kontak listrik (Gambar 4.18 dan 4.20) dibuat menggunakan pengencang baja yang dilindungi dari korosi.
Gbr. 4 17. Koneksi kontak yang tidak dapat dilepas:
a - pengelasan atau penyolderan; b - dengan terminal pin dengan pengelasan; c - pengelasan melalui pelat tembaga-aluminium transisi; d - koneksi inti kabel (kabel) melalui selongsong penghubung dengan crimping; e - koneksi inti kabel (kabel) dengan lug kabel dengan crimping (pengelasan, penyolderan); e - koneksi konduktor kabel VL dalam konektor oval; 1 - terminal datar (bus); 2-shna; keluaran 3-pin; 4 - pelat tembaga-aluminium; 5-kawat (kabel), 6 - selongsong penghubung; 7 - kabel lug; konektor 8-oval
Sambungan kontak yang dapat dilipat yang membutuhkan stabilisasi hambatan listrik (Gambar 4.19) dilakukan dengan menggunakan pengencang yang terbuat dari logam non-ferrous atau pengencang baja yang terlindung dari korosi, dan menggunakan pegas Belleville, pelapis logam pelindung pada permukaan kerja atau pelat adaptor tembaga-aluminium (GOST 19357- 81 *), lug tembaga-aluminium (GOST 9581-80 *) dan klem perangkat keras yang terbuat dari aluminium berlapis (GOST 23065-78 *), serta pelat dan lug adaptor yang terbuat dari paduan aluminium (aluminium padat), pin lug (GOST 23598 -79 *) dari paduan aluminium keras dan tembaga-aluminium. 
Beras. 4.18. Sambungan kontak yang dapat dilepas dengan terminal datar tanpa alat untuk menstabilkan hambatan listrik
a - dengan mur pengunci, b - dengan pegas; c - inti kawat tunggal (multi-kawat) dari kawat (kabel) dengan penampang hingga 10 mm 2 dengan menekuk menjadi cincin; d - sama tanpa menekuk menjadi cincin, 1 - terminal datar (ban); 2 - bus atau kabel lug; 3, 4, mesin cuci 5-baja, baut dan mur; 6 - mesin cuci pegas; 7 - sekrup; Mesin cuci berbentuk 5 (bintang mesin cuci); 9 - kawat (kabel); Mesin cuci 10 arah (mesin cuci melengkung)
Koneksi kontak konduktor yang dapat dilepas dengan terminal wanita ditunjukkan pada Gambar. 4.21.
Bagian kontak datar dengan dua atau lebih lubang baut dibuat dengan potongan memanjang (Gbr. 4.22). Ini memastikan distribusi kerapatan arus yang lebih seragam dalam kontak transisi dan penurunan pemanasannya oleh arus.
Saat menyiapkan permukaan kerja bagian kontak, operasi berikut dilakukan: membersihkan permukaan tembaga yang tidak dilapisi dan permukaan aluminium-tembaga; saat melepaskan kabel aluminium-tembaga, pastikan bahwa selubung tembaga dari kawat tidak rusak.
Permukaan kerja aluminium dan paduan aluminium dibersihkan dan dilumasi dengan petroleum jelly (КВЗ menurut GOST 15975-70 *) atau gemuk (CIATIM 221 menurut GOST 9433-80 *). Permukaan kerja dengan lapisan logam pelindung dicuci dengan pelarut organik.
Permukaan kerja dari bagian kontak tembaga yang dihubungkan dengan pengepresan dibersihkan, dan permukaan kerja dari bagian kontak aluminium dibersihkan dan segera dilumasi dengan pasta kuarsa-vaseline. 
Beras. 4.19. Sambungan kontak yang dapat dilepas dengan kabel datar dengan cara menstabilkan hambatan listrik: a - pengencang yang terbuat dari logam non-besi dengan mur pengunci; b - pengencang yang terbuat dari logam non-ferrous dengan mesin cuci pegas; dalam - pengencang baja dengan pegas Belleville; d - pengencang baja dengan lapisan logam pelindung permukaan kerja dengan mur pengunci (mesin cuci pegas); d - pengencang baja melalui pelat transisi tembaga-aluminium dengan mur pengunci (mesin cuci pegas); e - pengencang baja melalui pelat adaptor yang terbuat dari paduan aluminium keras dengan mur pengunci (mesin cuci pegas); 1 - terminal datar (bus); 2- bus (kabel lug); h, 4, 5 - mesin cuci, baut, mur yang terbuat dari logam bukan besi; mesin cuci 6-pegas; 7, 8 - mur dan baut baja; 9 - pegas cakram; 10- mesin cuci baja (mesin cuci yang diperbesar); 11 - mesin cuci baja; 12 - terminal datar (bus dengan lapisan logam pelindung pada permukaan kerja); 13 - bus (kabel lug) dengan lapisan logam pelindung pada permukaan kerja; 14 - pelat tembaga-aluminium; 15- pelat paduan aluminium keras
Permukaan bagian kontak yang dihubungkan dengan pengelasan atau penyolderan dibersihkan, dikurangi dengan kain yang direndam dalam bensin atau aseton.
Torsi gaya saat mengencangkan baut pada sambungan kontak diberikan di bawah ini:

Beras. 4 20. Sambungan kontak yang dapat dilepas dengan pin tanpa alat untuk menstabilkan hambatan listrik - a - konduktor yang terbuat dari tembaga, paduan aluminium padat atau aluminium dengan lapisan logam pelindung pada permukaan kerja; b, c, d - konduktor aluminium; e - konduktor aluminium melalui transisi pelat tembaga-aluminium, f - konduktor kabel tunggal (multi-kawat) dari kabel dengan penampang 10 mm 2 dengan menekuk menjadi cincin, terminal 1 pin yang terbuat dari tembaga atau kuningan , 2 - mur yang terbuat dari tembaga atau kuningan; 3 - busbar (kabel lug) terbuat dari tembaga, paduan aluminium keras atau aluminium dengan lapisan logam pelindung pada permukaan kerja, 4 - mur baja; 5 - pin tembaga timah; 6 - mesin cuci baja; 7 - bus aluminium (kabel lug); 8 - pin kuningan timah; 9 - pin baja timah; 10 - pegas cakram; 11 - pelat tembaga-aluminium; 12- kawat (kabel); 13 - mesin cuci pegas; 14 - washer berbentuk (tanda bintang washer)

Beras. 4 21. Sambungan kontak yang dapat dilepas dengan terminal wanita:
a, 6 - konduktor kabel tunggal (terdampar, menyatu menjadi monolit), konduktor beruntai b, diakhiri dengan lug kabel, 1 - klem penjepit, 2 - kawat (kabel), stopkontak 3 - soket, 4 - lug kabel
Nm = 0,102 kgf-m; kekuatan tangan normal adalah 15-20 kgf.
Disarankan untuk mengencangkan baut pada sambungan kontak dengan kunci pas dengan torsi pengencangan yang dapat disesuaikan (misalnya, kunci pas DK-25).
Sambungan kontak kabel yang terbuat dari paduan AB-E dengan terminal perangkat listrik dan dengan klem dilakukan sesuai dengan GOST 10434-82 Menurut Soyuztekhenergo, 10% kecelakaan pada perangkat listrik terjadi karena kontak listrik yang salah.
Cara paling radikal untuk meningkatkan keandalan sambungan kontak adalah penggunaan sambungan yang tidak dapat dipisahkan (dilas, dibrazing). Cara utama untuk meningkatkan keandalan koneksi kontak yang dapat dilipat dari konduktor aluminium adalah penggunaan paduan aluminium magnesium-silikon (ADZ 1T dan ADZ 1T1, AB) sebagai konduktor.

Beras. 4 22. Potongan kontak potongan memanjang untuk sambungan baut dengan terminal datar
Sambungan antara konduktor persegi panjang dilakukan dengan menggunakan baut, stud atau klem. Jumlah baut ditentukan oleh dimensi ban. Lebih bijaksana untuk memberikan gaya tekan dari permukaan kontak dengan menggunakan beberapa baut dari bagian yang lebih kecil daripada satu baut dari bagian yang lebih besar, karena dalam kasus pertama jumlah titik kontak lebih besar. Akibatnya, resistansi transisi koneksi berkurang dan distribusi arus yang lebih seragam di area kontak terjadi. Kabel kontak datar dan pin dari perangkat listrik dibuat sesuai dengan GOST 21242-75.
Koneksi beberapa fase satu sama lain dilakukan dengan meletakkannya dalam ikatan, dan tidak berpasangan, karena dalam kasus terakhir permukaan kontak jauh lebih kecil, dan resistansi transisi besar.
Ketika arus listrik lewat, bagian-bagian sambungan kontak memanas dan mengembang karena pemanasan. Terutama pemanasan dan ekspansi yang signifikan terjadi selama korsleting. Pemuaian tidak sama di seluruh sambungan kontak, karena bagian-bagiannya memiliki koefisien muai linier yang berbeda.
Baut busbar tembaga dan aluminium bekerja dalam kondisi yang tidak menguntungkan, karena koefisien ekspansi linier baut baja lebih rendah daripada busbar tembaga atau aluminium: selain itu, jika terjadi korsleting, baut selalu memanas secara signifikan lebih sedikit dibanding busbar.
Dalam mode hubung singkat, gaya tambahan bekerja pada baut, yang bila dikombinasikan dengan gaya pengencangan baut, dapat menyebabkan deformasi permanen dan melemahnya sambungan kontak saat suhu turun. Semakin tebal kemasan ban, semakin besar tekanan mekanis yang terjadi pada baut pengencang. Tegangan ini dapat dikurangi dengan menggunakan pegas Belleville.
Pegas cakram untuk keperluan listrik diproduksi sesuai dengan GOST 17279-71 dari dua jenis:
- pegas untuk menjaga tekanan kontak pada sambungan ban,
K - pegas untuk menjaga tekanan kontak pada sambungan lug kabel dengan terminal peralatan listrik yang memiliki bidang kontak yang berkurang dibandingkan dengan ban
Parameter utama pegas ditunjukkan pada Gambar. 1.
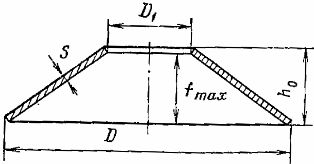
Beras. 1. Musim semi Belleville.
Diperbolehkan untuk membuat sambungan tanpa menggunakan pegas Belleville, tetapi dengan washer tebal yang dipasang di sisi aluminium di bawah kepala baut atau di bawah mur. Ukuran mesin cuci normal (GOST 11371-78) dan yang diperbesar (GOST 6958-78) diberikan dalam tabel referensi.
Panjang tumpang tindih (tumpang tindih) elemen yang terhubung dalam sambungan kontak dengan satu atau empat baut jarang melebihi lebar bus, dan dengan dua baut 1,5 hingga 2 kali lebar bus.
Penurunan resistansi kontak dari koneksi kontak dicapai dengan meningkatkan tekanan dan mengurangi kekakuan.

Gambar 2. Sambungan kontak ban dengan bagian memanjang.
Untuk mengurangi kekakuan sambungan kontak pada ban, buat potongan memanjang dengan lebar 3-4 mm, panjang 50 mm (Gbr. 2).
Baut pada sambungan dipilih berdasarkan tekanan spesifik yang diperlukan antara permukaan kontak dari rapat arus nyata dan gaya tarik yang diizinkan untuk baut. Tekanan spesifik yang direkomendasikan dalam sambungan kontak, MPa, tergantung pada bahan sambungan kontak, diberikan di bawah ini.
Tembaga kaleng - 0,5 - 10,0
Tembaga, kuningan, perunggu, tidak dikalengkan - 0,6 - 12,0
Aluminium - 25.0
Baja kaleng - 10,0 - 15,0
Baja telanjang - 60,0
Panjang baut dipilih sehingga setelah perakitan dan pengencangan sambungan, setidaknya ada dua ulir dari ulir bebas yang tersisa.
Baut sambungan kontak dikencangkan dengan kunci pas, memberikan nilai torsi yang diberikan dalam tabel referensi.
Baut pada pegas Belleville dikencangkan dalam dua langkah. Mula-mula baut dikencangkan sampai disc spring terkompresi penuh, kemudian sambungan dikendorkan dengan memutar kunci berlawanan arah dengan 1/4 putaran untuk baut MB dan M12 dan 1/6 putaran untuk baut yang tersisa.
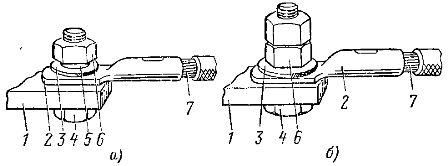
Beras. 3. Sambungan konduktor tembaga dengan terminal datar yang terbuat dari tembaga atau paduan aluminium: a - untuk baut hingga M8, b - untuk semua ukuran baut, 1 - terminal, 2 - tip, 3 - washer, 4 - baut, 5 - mesin cuci pegas, 6 - mur, 7 - inti.
Sambungan konduktor datar ke terminal datar yang terbuat dari tembaga atau paduan aluminium (Gbr. 3) dilakukan dengan menggunakan baut baja (GOST 7798-70), mur (GOST 5915-70) dan ring (GOST 11371-78), dan ke terminal terbuat dari aluminium - menggunakan alat stabilisasi tekanan kontak: Pegas atau pengencang Belleville yang terbuat dari paduan tembaga atau aluminium dengan koefisien ekspansi linier (18-21) x 10-6 ° C-1 (Gbr. 4).
Saat memasang sambungan dengan pegas Belleville, washer yang diperbesar ditempatkan di sisi keluaran aluminium, dan washer normal di sisi ujung lug tembaga. Locknuts tidak digunakan di mata air Belleville.
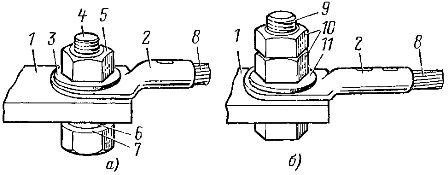
Beras. 4. Sambungan konduktor tembaga dengan outlet aluminium datar: a - menggunakan pegas Belleville, b - menggunakan pengencang yang terbuat dari logam non-ferrous, terminal 1, ujung tembaga 2, washer pegas 3, baut baja 4, 5 - baja mur, 6 - mesin cuci baja yang diperbesar, 7 - pegas cakram, 8 - urat tembaga, 9 - baut logam non-ferrous, 10 - mur logam non-ferrous, 11 - mesin cuci logam non-ferrous.
Jika pegas cakram atau baut dan mur yang terbuat dari logam non-besi dengan dimensi yang diperlukan tidak tersedia, sambungan dapat dibuat menggunakan washer yang diperbesar, asalkan resistansi transisi dan suhu pemanasan sambungan berada dalam batas yang ditentukan.

Beras. 5. Pemasangan dua lug ke terminal datar.
Dalam kasus di mana koneksi kontak dioperasikan di ruangan dengan kelembaban relatif lebih dari 80% dan suhu setidaknya 20 ° C atau di lingkungan yang aktif secara kimia, itu dilakukan dengan menggunakan pelat tembaga-aluminium transisi. Sambungan langsung dari konduktor tembaga ke terminal aluminium dapat dilakukan bila terminal aluminium ditutupi dengan lapisan logam pelindung.

Beras. 6. Adaptor untuk menghubungkan lebih dari dua lug ke terminal.
Saat membuat sambungan, ke terminal datar dari dua inti kabel, lug harus ditempatkan di kedua sisi klem datar (Gbr. 5) untuk memastikan resistansi kontak terendah dan mempertahankan distribusi arus yang lebih seragam. Jika lebih dari dua lug perlu dihubungkan ke terminal, atau bukaan terminal tidak sesuai dengan bukaan terminal, adaptor digunakan. Ujungnya terhubung ke bagian adaptor secara simetris (Gbr. 6).
Sambungan konduktor tembaga datar dan lug ke pin dilakukan menggunakan mur standar yang terbuat dari tembaga dan paduannya. Sambungan pada arus pengenal hingga 30 A dibuat menggunakan mur baja yang dilapisi dengan timah, nikel atau kadmium.

Beras. 7. Memasang ujung ke terminal pin: 1 - ujung, 2 - mur tembaga yang diperbesar, 3 - mur baja, terminal 4 - pin, 5 - inti.

Beras. 8. Sambungan dua lug dengan terminal pin: 1 - lugs, 2 - mur, terminal 3 pin.
Konduktor datar aluminium pada arus hingga 250 A dihubungkan dengan cara yang sama seperti yang tembaga, dan pada arus 250 hingga 400 A, mur dorong yang diperbesar digunakan untuk koneksi (Gbr. 7).
Sambungan dua lug ke terminal pin (Gbr. 8) harus dilakukan secara simetris, dan saat menghubungkan lebih dari dua lug, gunakan bagian transisi.
Untuk arus di atas 400 A, lug tembaga-aluminium harus digunakan atau ujung busbar harus diperkuat (dilapisi).
Sambungan konduktor bundar ke terminal datar dan pin dilakukan setelah membentuknya dalam bentuk cincin menggunakan pencuci bintang. Saat mengencangkan sekrup atau mur, tab washer bintang tidak boleh menyentuh permukaan terminal atau mur penghenti, sehingga cincin inti ditekan dengan aman ke klem.
Cincin kawat ditempatkan di bawah kepala baut atau mur sehingga tidak terjepit dari bawahnya saat mengencangkan baut atau mur (Gbr. 9). Dalam kasus di mana konduktor aluminium kawat tunggal diakhiri dengan ujung cincin (piston), pencuci bintang tidak digunakan.

Beras. 9. Sambungan konduktor aluminium dengan penampang hingga 10 mm2 dengan lead: a - flat, b - pin, 1 - screw, 2 - spring washer, 3 - star washer, 4 - core ditekuk menjadi sebuah cincin, 5 - penjepit datar, terminal 6 - pin, 7 - mur.

Beras. 10. Sambungan konduktor tembaga dengan penampang hingga 10 mm2 dengan sadapan: a, b - flat, c, d - pin, 1 - sekrup, 2 - washer pegas, 3- washer, 4 - kawat tunggal konduktor ditekuk menjadi sebuah cincin, penjepit 5 - datar, penjepit 6 - pin, 7 - mur, 8 - inti, diakhiri dengan ujung datar atau cincin.
Konduktor tembaga dengan penampang hingga 10 mm2 dihubungkan ke terminal datar dan pin menggunakan sekrup, ring, ring kunci, dan mur (Gbr. 10). Saat menghubungkan inti yang diakhiri dengan ferrule (piston), mesin cuci tidak digunakan.
Beras. 11. Sambungan konduktor untai aluminium dengan klem silinder: a - menggunakan ujung pin, b - setelah menggabungkan ujung untai menjadi monolit dengan penambahan aditif paduan, 1 - bodi, 2 - sekrup penjepit, 3 - ujung pin, konduktor 4 - untai, 5 - ujung inti, menyatu menjadi monolit.
Dengan terminal sekrup untuk koneksi plug-in, konduktor terdampar aluminium atau tembaga dapat dihubungkan setelah penghentian dengan pin lug atau setelah fusi ujung konduktor menjadi monolit dengan penambahan aditif paduan.