Азы сварки. Как варить инверторной сваркой: советы новичкам
Владение электросваркой является навыком, который всегда пригодится в строительстве и быту. В настоящий момент нет другого способа соединения металлических элементов как сварка. Научиться этому ремеслу можно самостоятельно, освоив начальные навыки сварщика и производя несложные сварочные работы. Рассмотрим, с чего стоит начать обучение электросварке для начинающих и что для этого понадобится.
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.
Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
- Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
- Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
- Качественное оборудование для сварки;
- Электроды;
- Ведро воды для устранения возможных возгораний;
- Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Cварка для начинающих: видео уроки — смотрите и изучайте нюансы.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Обучение электросварке
Подключение электрода и зажигание дуги
Процесс электросварки для начинающих и опытных сварщиков начинается с подключения электрода и зажигания дуги. Начинать уроки сварки удобнее на универсальных электродах диаметра 3,2 мм. Такие электроды обладают более высокой ценой, но они значительно облегчают работу сварщика.
Первый этап обучения: валики
Свое обучение азам электросварки необходимо начинать с валиков – сварочных швов на толстых кусках металла, где отрабатываются навыки владения электрической дугой и заваривания швов.
Последовательность создания валиков следующая:
- Для отработки берется толстый лист металла, очищенный от ржавчины и грязи;
- Все манипуляции со сварочным аппаратом и дугой производятся в костюме и с очками для глаз!
- После розжига дуга подносится к металлу на расстояние в диапазоне 3-5 мм. Важно следить, чтобы расстояние между заготовкой и дугой было одинаковым, это является залогом ровного и равномерного шва. Электрод держится под углом;
- Важно понимать, достаточен ли ток, подаваемый сварочным аппаратом. Если дуга гаснет, то напряжение необходимо добавить. При слишком высоком напряжении дуга будет не плавить, а резать металл;
- Рассмотрим структуру металла при контакте с дугой. Важно понимать, где при сварке образуется сварная ванна и следить за ней. Эта область расплавленного металла будет иметь беловатый цвет с характерной рябью жидкого металла на поверхности;
- Когда под зажженной дугой появилась сварная ванна можно начинать делать шов путем перемещения электрода. Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик;
- При создании валиков необходимо придерживаться определенных схем движений электрода – это могут быть поступательные движения с небольшой и всегда равной амплитудой для создания ровного и красивого шва.
После остывания металла необходимо при помощи молотка сколоть шлак с поверхности ванны и сделать подробный осмотр сделанной работы. Если имеются непроваренные элементы, то необходимо добавить силу тока. Если ток чрезмерно завышен, то это будет видно по большому прожигу металла.
Сварные соединения
Электросварка своими руками подразумевает создание сварных соединений. К их практике можно переходить после освоения валиков. Здесь требуется практический навык владения сварочным аппаратом, поэтому так важно перед переходом к сварке элементов отработать свои движения на заготовках.
Начинать сварочное соединение металлических элементов рекомендуется на небольших заготовках. Последовательность работ следующая:
- Перед сваркой детали скрепляются в необходимом положении при помощи подсобных инструментов;
- В первую очередь выполняются прихваты – точечные швы с шагом в 8-10 см, которые скрепляют металлические элементы в определенных местах. Это необходимо для того, чтобы дать заготовке определенную прочность и металл не перекосило при выполнении длинного шва. Выполнение подобных прихватов также значительно облегчается создание основного длинного шва. Как правило, прихваты выполняются с обеих сторон детали;
- После выполнения прихватов создается общий шов, который заваривает края двух металлических элементов. Здесь важно двигать электрическую дугу с достаточной амплитудой, загребая расплавленный металл в сварную ванну с обеих свариваемых плоскостей.
После остывания шов отбивается молотком от шлака и проверяется на качество. Если есть недочеты или непроваренные места, то их необходимо заварить снова.
Подведем итоги
Электросварка является полезным навыком в быту и строительстве. Овладеть ей возможно самостоятельно. Подобное обучение будет строиться на:
- понимании теории сварочного процесса, необходимой для верной настройки сварочного аппарата и проведения работ по сварке металла;
- соблюдении правил безопасности при сварке, сводящейся к использованию защитного костюма, очков или маски, проведению сварки вдали от легковоспламеняющихся предметов;
- практическом опыте, который начинается с умения зажигать дугу и наваривать валики.
Не стоит отчаиваться, если первые опыты электросварки не порадуют вас красивыми швами. Поверьте, подобные сварочные скелеты есть у каждого опытного сварщика. Умение создавать не только качественные, но и внешне привлекательные швы придет вместе с опытом и частой практикой сварки.
Профессия: «Электросварщик ручной дуговой сварки»
Рабочий - сварщик
Электросварщик
Сварочные работы используются практически во всех отраслях промышленности. Сложно назвать какой-либо сегмент производства, где не требовался бы труд сварщика. В качестве профессии электросварка для начинающих предоставляет возможность получения перспективной работы. Сварщики работают на стройплощадках, создавая системы различных коммуникаций и конструкций, в промышленности, применяя свои навыки и опыт, в кораблестроении, машиностроении, энергетике, сельском хозяйстве, нефтеперерабатывающей промышленности.

В первую очередь сварщик в совершенстве должен владеть сварочным оборудованием. При этом от него, как специалиста, требуется доскональное знание принципов его действия, подготовки оборудования к работе и выявления возможных неисправностей. Сварщик должен владеть технологией проведения сварочных работ от подготовки соединяемых поверхностей до зачистки сварного шва.
Специалист, выполняющий сварочные работы, должен знать, как правильно сваривать электросваркой, определить оптимальный режим для сварки различных материалов, выставить значение тока. Сложность работы газоэлектросварщика также заключается в том, что в процессе проведения сварочных работ изменение режима сварки может отрицательно влиять на их качество, поэтому крайне важно с самого начала правильно определить скорость сварки. Квалифицированные сварщики выполняют ручную дуговую сварку, современную плазменную и могут создавать довольно сложные металлоконструкции и трубопроводы. Сварщик должен знать, как обращаться с разными видами металлов: сплавами, сталями, цветными металлами (в том числе с ограниченной свариваемостью).
Профессии сварщика обучают в колледжах, профессионально-технических училищах, курсах. Обучение проводится три года на базе девятых и два года на базе одиннадцатых классов.
Если же вы не собираетесь работать сварщиком, но хотите узнать, как научиться работать электросваркой, чтобы самому, при необходимости, уметь что-либо заварить, можете воспользоваться советами этой статьи, или литературой из серии «Электросварка самоучитель». Конечно при этом вы не станете сварщиком экстра класса, но этого ведь и не требуется. Главное - понять как правильно пользоваться электросваркой, изучить основы электросварки, научиться основным приемам работы.
Азы электросварки
Прежде всего, надо приобрести сварочный аппарат и электроды, которыми надо запастись в приличном количестве, так как в процессе обучения, их много придется испортить, прежде чем вы добьетесь первого положительного результата. Электроды для сварки своими руками выбирайте диаметром 3 мм. Для обучения в домашних условиях они самые подходящие, так как более тонкие подходят для очень тонкого металла, варить который могут только опытные сварщики, а более толстые сильно нагружают электросеть.
Электросварка своими руками
Ручная дуговая сварка для начинающих - нелегкое, но вполне осуществимое дело, хотя и требует большой усидчивости. Нужно только побольше практиковаться. А процесс обучения лучше проводить под присмотром профессионалов, которые могут помочь советом и исправить ошибки.
Чтобы понять, как правильно варить металл, воспользуйтесь каким-нибудь ненужным металлическим куском. Заранее поставьте рядом ведро воды. Ни в коем случае не выполняйте работу на деревянном верстаке. Соблюдайте осторожность, так как даже маленькие остатки уже использованного электрода могут вызвать пожар.
Надежно прикрепите зажим «заземления» к детали. Кабель должен быть хорошо изолирован и заправлен в держатель. После этого можете выставить значение мощности тока на сварочном аппарате. Оно должно соответствовать диаметру электрода.
Сварной шов разные пространственные положения
Пространственные положения сварного шва

Теперь можно попробовать зажечь дугу. Для этого установите электрод под углом около 60 градусов по отношению к заготовке. Очень медленно проведите по поверхности электродом. После появления искр прикоснитесь электродом к заготовке и приподнимите его так, чтобы зазор не превышал 5 миллиметров. Если все сделано правильно, то зажжется дуга. Такой зазор нужно поддерживать на протяжении всего времени работы. Учтите, что электрод будет выгорать. Перемещать его надо медленно. Если произойдёт залипание электрода, то качните им в сторону. Если дуга длиной 2 - 3 миллиметра не зажигается, то необходимо увеличить силу тока на сварочном аппарате. Старайтесь получить устойчивую дугу длиной 3 - 5 миллиметров между деталью и концом электрода.
Если у вас все получилось с зажиганием и поддержанием дуги, то можете попробовать наплавить валик. Для этого надо зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения (подробнее смотрите ниже). Расплавленный металл как бы «подгребайте» к центру дуги. В итоге должен получиться красивый шов, имеющий маленькие волны из наплавленного металла.
Технология ручной дуговой сварки
Для образования и удержания электрической дуги к свариваемому изделию и электроду от источника питания поступает сварочный ток (постоянный или переменный).
электросварка своими руками
Схема движения электрода
При подсоединении положительного полюса источника питания (анода) к изделию, производится ручная дуговая сварка прямой полярности. Если к изделию подключен отрицательный полюс, то выполняется сварка обратной полярности. Под действием дуги металлический стержень электрода (так называемый электродный металл), его покрытие и материал изделия (основной металл) расплавляются. Электродный металл, теперь представляющий собой отдельные капли, покрытые шлаком, поступает в сварочную ванну, в которой смешивается с основным металлом, при этом расплавленный шлак выходит на поверхность.
Величина сварочной ванны зависит от пространственного положения и режимов сварки, конструкции сварного соединения, скорости перемещения дуги на поверхности изделия, размеров и формы разделки соединяемых кромок и т. д. Она обычно колеблется в следующих пределах: ширина 8 - 15 мм, глубина до 6 мм, длина 10 - 30 мм.
Длиной дуги называется расстояние от одного активного пятна на поверхности сварочной ванны до другого на расплавленной поверхности электрода. При плавлении покрытия электрода над сварочной ванной и около дуги образуется газовая атмосфера, вытесняющая воздух из сварочной зоны сварки и предотвращающая его взаимодействие с расплавленным металлом. В ней также находятся пары легирующих элементов электродного и основного металлов.
Покрывающий поверхность сварочной ванны и капель расплавленного электродного металла, шлак препятствует их взаимодействию с атмосферным воздухом и способствует очищению от примесей расплавленного металла.
При постепенном удалении дуги металл в сварочной ванне кристаллизуется, образуя шов, соединяющий свариваемые детали. На его поверхности образуется слой застывшего шлака.
Техника ручной дуговой сварки
Залогом качественной сварки является правильное поддержание и перемещение электрической дуги. При слишком длинной дуге происходит окисление и азотирование расплавленного металла, разбрызгивание его капель и создание пористой структуры шва.
Ровный, красивый и качественный шов получается только при правильном размере дуги и ее равномерном перемещении. Оно может происходить по трем основным направлениям.
как научиться работать электросваркой
Схема внахлест
Поступательное перемещение сварочной дуги происходит вдоль оси электрода. С помощью этого движения можно поддерживать необходимую длину дуги, зависящую от скорости плавления электрода. Его длина уменьшается по мере плавления одновременно с увеличением расстояния между ним и сварочной ванной. Чтобы этого не происходило, электрод надо перемещать вдоль оси, тем самым поддерживая постоянную длину дуги. При этом очень важно поддерживать синхронность укорочения электрода с его перемещением в сторону сварочной ванны.
Как научиться варить электросваркой
Потолочный шов

Продольное перемещение электрода по оси свариваемого шва способствует формированию так называемого ниточного сварочного валика, толщина которого находится в зависимости от диаметра электрода и скорости его передвижения. Как правило, ширина ниточного сварочного валика 2 - 3 мм превышает диаметр электрода. Строго говоря, это уже и есть сварочный шов, только очень узкий. Чтобы создать прочное сварочное соединение одного этого шва будет недостаточно. Поэтому, при перемещении электрода вдоль направления оси сварочного шва необходимо выполнять еще одно движение, с направлением поперек сварочного шва.
как правильно варить металл
Тавровый шов с односторонней разделкой
Применение поперечного движения электрода позволяет получить требуемую ширину шва. Его выполняют колебательными возвратно-поступательными движениями. Ширина таких поперечных колебаний электрода для каждого конкретного случая определяется индивидуально, и сильно зависит от положения и размера шва, свойств свариваемых материалов, формы разделки и требований, которые предъявляются к сварному соединению. Как правило, ширина шва колеблется в пределах от 1,5 до 5,0 диаметров электрода.
пособие по электросварке
Сварка с опиранием электрода
В результате все три движения, накладываясь друг на друга, создают достаточно сложную траекторию движения электрода. На практике у каждого опытного мастера есть свои навыки выбора траектории перемещения электрода. Классические траектории движения электрода, выполняемые при ручной дуговой сварке, представлены ниже на рисунках. Но в любом случае, траектория перемещения дуги должна выбираться так, чтобы кромки соединяемых деталей проплавлялись, образуя необходимое количество наплавленного металла и заданную форму шва.
технология ручной дуговой сварки - сварные швы
Нижние многослойные швы
В процессе выполнения электродуговой сварки металлов электрод может выгорать почти полностью - остается только небольшой кусочек стержня в зажиме держателя. Если к этому моменту шов не удается закончить, то сварку следует временно прекратить. После замены электрода надо удалить шлак и снова возобновить сварку.
Техника сварки вертивальных швов
Схема движения электрода при выполнение вертикальных швов
Чтобы завершить оборванный шов, дугу зажигают на расстоянии 12 миллиметров от углубления, которое образовалось на конце шва и называется кратером. Для этого электрод возвращают к кратеру с целью образования сплава нового и старого электродов, а потом снова начинают его перемещать по первоначально выбранной траектории.
как правильно пользоваться электросваркой
Горизонтальный шов на вертикальной плоскости
Преимущества ручной дуговой сварки:

возможность выполнения работ в местах с ограниченным доступом;
Возможность сварки различных видов сталей благодаря очень широкому выбору выпускаемых типов электродов;
Возможность сравнительно быстрого перехода от одного соединяемого материала к другому;
Возможность проведения сварки из любых пространственных положений;
Простота и достаточно легкая транспортабельность сварочного оборудования.
К недостаткам электродуговой сварки металлов можно отнести:
вредные условия процесса выполнения сварки;
Низкие производительность и КПД в сравнении с другими видами сварки;
Зависимость качества соединений от квалификации сварщика.
Как сваривать металл: пошаговая инструкция
Самый распространенный способ сварки металла – это плавление. При таком способе металлические детали ставят друг к другу впритык, оставляя небольшой зазор. При помощи специального источника тепла кромки деталей расплавляют и соединяют.
Инструкция
1Если разогревали только детали, то на месте стыка деталей образуется шов, который состоит лишь из того металла, из которого изготовлены детали. Если же между деталями ввели дополнительный металл, то соединительный шов получается из основного и дополнительного металла. Чаще всего используется второй вариант. Сварка происходит при температуре от 2000 градусов. Сварку плавлением осуществляют электродуговым, газовым, электроннолучевым и электрошлаковым способом. Самые распространенные – электродуговая сварка и газовая сварка.
2Тепло, используемое при электродуговой сварке, производится электрическим разрядом в газах. Температура при таком разряде достигает 30 000 градусов. Чтобы зажечь дугу используют напряжение, которое возникает в электроде и самой металлической детали. Сам электрод может участвовать в образовании шва (если в качестве электрода используется сварочная проволока), а может быть и неплавящимся (если электрод графитовый, угольный или вольфрамовый).
3Так как при такой сварке металл образует на поверхности соединения с азотом и кислородом, что может привести к снижению прочности соединения, электрод покрывают специальными веществами, и насыпают вокруг электрода флюс, расплавляясь, спец. вещества и флюс образуют газовую пелену, которая изолирует соединение от воздуха. Для этих же целей используют струю газа, которая подается через специальное сопло. Эти газы успешно изолируют плавящийся металл.
4Для газовой сварки используют тепло сгорающих в кислороде газов, чаще всего ацетилена, который дает температуру до 3200 градусов. Сваривать при помощи ацетиленовой горелки можно металлические детали толщиной до 6 мм.
Как научиться сваривать металл. Советы для начинающих.
Автор этой статьи - сварщик самоучка. Поэтому профессионалов прошу отнестись к данной статье весьма скептически. С другой стороны, тем, кто только начинает пробовать себя в электросварке, постараюсь показать, что ничего страшного в том, чтобы научиться дуговой сварке, нет. Не боги горшки обжигают. Лучший учитель - практика, практика и практика. Сварка - это соединение деталей путем расплавления материала самих соединяемых деталей. Как правило с добавлением дополнительного однородного материала.
Оборудование - сварочный трансформатор, вырямитель или инвертор. К счастью, сейчас в продаже их превеликое множество. Делать ли самому самодельный сварочный аппарат - решать каждому. На мой взгляд - не стоит. Научитесь варить - он в 99% случаев перестанет вас удовлетворять, вы все равно придете к необходимости купить нормальную технику. Советую купить его сразу. Надо сказать, что однажды научившись сваривать металл, вы сможете решать огромное количество проблем, возникающих у дачника в процессе освоения вверенного ему участка.

Какой сварочный аппарат покупать? Для начинающих лучше всего подойдет тот сварочный аппарат, что имеет плавную регулировку сварочного тока. Дело в том, что для зажигания и поддержания сварочной дуги большое значение имеет сила тока в электроде. А поскольку и электроды разных производителей разные (согласно допускам их ТУ) и влажность флюса на электроде может быть разной, и масса свариваемых деталей разная, и диаметр электродов разный, то лучше иметь возможность плавно подбирать сварочный ток для каждого случая сварки.
Что еще потребуется? Разумеется, защитная маска или щиток сварщика. При сварке электрическая дуга от души излучает жесткое ультрафиолетовое излучение в таком количестве, что любой солярий отдыхает. И если посмотреть на такую дугу подольше, то можно «наловить зайчиков». Научным языком - обжечь роговицу глаза. При этом глаз так начнет себя чувствовать, словно в него насыпали пригрошню песку. Страдания можно облегчить путем наложения холодного компресса или пасты из сырой картошки на глаза. Но пару дней вы проведете в горизонтальном положении точно.
Еще потребуется халат или куртка, брюки из плотного материала и такие же перчатки. Желательно из толстой кожи или брезентовые. Так как искры от электрической дуги брызжут во все стороны и тонкие х/б перчатки ими прожигаются насквозь. И не надейтесь варить «на вытянутой руке», чтоб искра не долетела… Обязательно долетит и попадет в такое место, что забудете, что варили. Да! Еще нужен молоток в 200-300 граммов с острым концом, что бы сбивать окалину со сварочного шва. Это необходимо, потому что шов покрыт шламом и не всегда видно, насколько надежно произведена сварка.
Лучше всего начинать учиться варить, на мой взгляд, с электрода диаметром 2,5 - 3 мм. Это самые ходовые электроды в «бытовых» условиях. Более тонкими электродами варят очень тонкий металл, и вообще, в этих случаях лучше использовать сварочные полуавтоматы с газовым обдувом места сварки. А электроды в 4-5 мм применяются довольно редко. Да и для сварки ими требуется мощная электросеть, которая не всегда доступна в дачных условиях.
Первые упражнения. Не стремитесь сразу сварить что-то «полезное». Вы только испортите заготовки. Потренируйтесь сначала на куске никчемного металла. Весьма кстати будет наличие поблизости ведра воды. Поскольку по незнанию вы можете попытаться начать варить и на деревянном верстаке… В радиусе одного метра не должно быть ничего горючего! Даже просто остаток использованного электрода может что-нибудь зажечь!
Зажим «массы» надежно прикрепите к детали, а в держатель электродов заправьте электрод. Установите на сварочном аппарате ток, соответствующий диаметру электрода. Учиться, кстати, лучше на совершенно новых электродах, чтобы понять суть процесса. Потому что старые электроды очень нестабильны и могут навсегда отбить охоту учиться сварке.
Зажигание дуги. Представьте, что электрод - это карандаш. Установите его под углом примерно 60-70 градусов по отношению к заготовке, то есть почти вертикально, но все же под углом. Со скоростью 5-10 см/сек проведите электродом по заготовке. Сноп искр и треск. Отлично! Теперь примерно под тем же углом прикоснитесь к заготовке и тут же приподнимите электрод так, чтобы зазор составил 3-5 мм. Дуга зажжется и будет гореть, расплавляя металл как заготовки, так и дуги. Старайтесь поддерживать этот зазор по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону, оторвите и снова зажгите дугу. Прилипание электрода или отсутствие дуги длиной менее 2-3 мм говорит о слабой силе тока. Немного увеличьте его. Добейтесь навыка получения устойчивой дуги при расстоянии 3-5 мм между концом электрода и деталью.
Не думайте, что вы научитесь варить «за один электрод». Ну разве что вы прирожденный сварщик, доселе закапывавший свой талант. Тогда быстрее бросайте все и бегите устраиваться сварщиком - они в большой цене… Рассчитывайте на пару пачек электродов как минимум. Электроды стоят не очень дорого, считайте это платой за обучение.
Итак, вы научились зажигать и устойчиво поддерживать дугу. Ну хотя бы 3-4 раза на один электрод, не более. Теперь попробуем наплавить валик. Для этого зажигаем дугу и начинаем плавно перемещать электрод по горизонтали (по шву сварки). При этом совершаем колебательные движения с амплитудой 2-3 мм, как бы «подгребая» расплавленный металл к кратеру дуги. Тогда и образуется тот самый красивый шов с легкими едва заметными волнами наплавленного металла. Сплошной и надежный.
Удаление шлака. Но тот самый шов как правило, покрыт слоем шлака, который образуется при сгорании флюса, которым покрыт электрод. Что бы убедиться в надежности шва, после его остывания постучите по нему молотком. Тогда шлак отлетит и откроется собственно шов электросварки, блестящий чистым металлом.
Вот после того, как вы научитесь делать валик длиной 2-3 см, можно приступать и к деловой сварке, варить какие то реальные детали и инструмент.
Купите сварочный аппарат или сварочный инвертор, потратьте несколько часов на самостоятельное обучение сварке и откройте для себя огромные возможности ее применения в дачном строительстве. Ремонт и изготовление новых садовых инструментов, монтаж различных конструкций, сварка деталей из металла и т.д и т.п. вам станут так же доступны, как рытье ямы при помощи лопаты.
Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.

Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс.
Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d =3 мм даже при 185 В напряжения в сети.
Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов.
Перед началом сварки инвертором или азы электросварки
Инверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть. По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей. Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
Инвертор: внешний осмотр оборудования
Продаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 — 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.

На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
включение и выключение аппарата выполняется тумблером,
величина тока и напряжения выставляется ручками на передней панели,
на панели имеются индикаторы, которые информируют о подаче питания и перегреве оборудования,
впереди на панели расположены выходы, помеченные надписями «+» и «-».
Дополнительно в комплект входит два кабеля. Один из них заканчивается держателем для электрода. На втором имеется зажим по форме напоминающий прищепку для закрепления на сваривания изделие. Подключение сварочного оборудования выполняется через разъем, которые находится на задней панели аппарата.
Азы электросварки
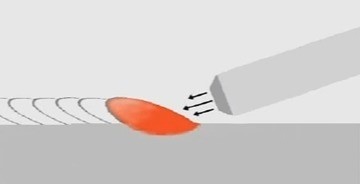
Для того чтобы разобраться, что происходит во время сварки, достаточно посмотреть на предложенную картинку.

Дуга образуется от контакта металлической части электрода и свариваемого металла. Под действием температуры дуги начинается плавиться как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический стержень электрода в месте дуги образуют ванну. Обмазка электрода расплавляется. Часть ее превращается в газообразное состояние и закрывает ванну от кислорода.
Оставшаяся в жидком состоянии обмазка электрода находится сверху жидкого металла, защищает металла от кислорода воздуха в момент сварки и во время охлаждения.
После того, как сварка завершилась и металл охладился, жидкая часть обмазки превращается в шлак, который покрывает шов с наружной стороны. После полного остывания шлак легко удаляется при постукивании молотком.
Электрод во время сварки плавится. Для того чтобы дуга не гасла, необходимо выдержать постоянное расстояние между электродом и металлом, так называемую длину дуги. Это получается за счет подачи электрода в зону сварки с одинаковой скоростью. При этом стараться вести электрод ровно по стыку сварного шва.
Дополнительное видео по теме:
Урок по сварке инвертором для начинающих (пошаговая инструкция)
1. Для начала работы со сваркой нужно иметь защитные элементы, а именно:
- перчатки из грубой ткани (не резиновые);
- для защиты глаз обязательно приобретите сварочную маску с установленным защитным фильтром, который подбирается с учетом величины сварочного тока. Удобнее для сварки применять маску хамелеон. Используемый в ней фильтр распознает дугу и затемняется под ее параметры. Обратите внимание, при низких температурах фильтр не успевает вовремя сработать, при температуре ниже -100С маска хамелеон не обеспечивает защиту;
- грубая куртка и брюки из натурального плотного материала, который не возгорается от искр в процессе сварки. Одежда должна надежно закрывать шею, имеет длинные застегивающиеся рукава, защищающие руки;
закрытая кожаная обувь на толстой подошве.

2. Но одного аппарата для начала сварки недостаточно. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
Обеспечьте на столе свободное пространство для выполнения сварки. Уберите все лишнее куда могут попасть брызги.
Обеспечьте качественное освещение места выполнения работ.
Сварочные работы выполняются стоя на деревянном настиле, защищающем от поражения электрическим током.
3. Настраиваем сварочный ток и выбираем электрод. Используем электроды для инверторной сварки от 2 до 5 мм. Выставляем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается какова должна быть сила этого тока.
4. Если перед вами только что купленные в торговой сети электроды, вы уверены в их качестве, этот раздел можете пропустить. Приведенная информация поможет подготовить к работе электроды которые хранились в условиях неотапливаемого влажного помещения. Для того чтобы обеспечить качественное сварное соединение, их необходимо высушить в течение 2-3 часов при температуре 2000С. Для этой цели можно воспользоваться старым электрическим духовым шкафом.
Электроды выбирают строго ориентируясь на марку свариваемых материалов. Для обучения можно воспользоваться самыми распространенными: АНО или МР.
5.Подключаем клему массы к свариваемой поверхности (выделено красным).

6. Для того чтобы соединение сваркой получилось надежным и качественным, перед началом работы свариваемый металл необходимо подготовить:
- Полностью удалить ржавчину с кромок металлической щеткой.
- Обработайте кромки растворителем: бензином, уайт-спиритом.
- При подготовке обратите внимание на недопустимость наличия на кромках жира, лакокрасочных изделий.
7.Обучение лучше начинать с выполнения швов в виде валика на листе металла большой толщины. Первый шов выполняйте на металле, который положите на горизонтальную поверхность стола. Прочертите мелом на металле прямую линию, по ней будете прокладывать валик и ориентироваться в процессе работы.Процесс сварки начинается с поджога дуги. Имеется два способа для разжигания сварочной дуги:
- чирканье о металл, как при зажигании спички,
- постукиванием о поверхность металла.
Можно попробовать зажечь и удержать дугу обоими методами. Желательно при разжигании не оставлять следы вне зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на совсем небольшие расстояние, соответствующее длине дуги и начинает сварку.

8.Приступаем к сварке.
У нас получится сварочный шов. Окалину (накипь металла сверху шва) убираем постукиванием небольшим молоточком (либо другим твердым и увесистым предметом).

9. Вот, что приблизительно у нас должно получиться.

Смотрим видео:
Контроль дугового промежутка
Что такое дуговой промежуток или длина дуги? Это зазор, который образуется в процессе сварки между электродом и металлом. Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка.
Короткая дуга

При короткой дуге, порядка 1 мм, металл разогревается на небольшую по ширине зону и шов получается выпуклый. В месте соединения металла и шва возможно появление такого дефекта как подрез. Это небольшая канавка возле шва и ему параллельная. Подрез уменьшает прочностные характеристики шва.
Длинная дуга

При длинной дуге трудно обеспечить ее стабильность. Дуга плохо защищена от воздуха атмосферы, менее прогревает металл и получается шов недостаточной глубины.
Нормальная дуга

Обеспечение постоянного зазора нормальной величины приведет к формированию нормального шва, имеющего хороший провар. Нормальная величина дуги составляет 2-3 мм.
Популярные ошибки начинающих при сварке:
Научившись управлять длиной дуги, можно обеспечить оптимальный результат. Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обеспечивает перенос в ванну наплавляемого металла.
Как правильно сформировать сварочный шов и какие бывают дефекты
Как научиться варить сварочным аппаратом и избегать дефектов? При быстром движении электрода в процессе сварки образуется дефектный шов. Линия ванны расположена ниже, чем поверхность основного металла. Если дуга интенсивно и глубоко проникает в основной металл, она толкает ванну назад и образует шов. Поэтому в процессе сварки важно следить, чтобы шов был на уровне металла. Получение требуемого по глубине качественного шва обеспечивается умением сварщика. Помимо поступательного движения вдоль сварочной кромки он выполняет поперечные движения для обеспечения провара и получения требуемой ширины шва. Выбор, какие движения выполнять — личное дело сварщика. При толщине металла до 4 мм европейские стандарты советуют поперечные движения не выполнять.
Ванна следует за теплом – это необходимо помнить, меняя направление при сварочных работах.  Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.
Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.

Когда электрод слегка наклонен, вся сила направляется назад и шов приподымается (всплывает). 
Когда электрод в процессе сварки наклонен слишком сильно, сила прикладывается по направлению шва, что не дает нормально управлять ванной.
При необходимости получить плоский шов или сдвинуть ванну назад используют наклоны электрода под разным углом. Работа начинается с угла от 45° до 90°, так как такой угол позволяет наблюдать за ванной и нормально выполнять сварку.
Сварщик во время работы подает электрод в зону сварки с определенным наклоном. Различают сварку углом вперед и углом назад. Этот технологический прием позволяет регулировать параметры шва.

При сварке углом вперед получается шов меньший по глубине, но шире, что удобно для тонкого металла. Сварку толстого металла выполняют углом назад, при этом обеспечивается больший прогрев металла по глубине. При выполнении работ желательно выдерживать указанные на рисунке углы. Синей большой стрелкой показано направление сварки - движение сварного шва.
Дополнительное видео по теме:
Прямая и обратная полярность при сварке инвертором
Процесс расплавления металла во время сварки происходит под действием тепла дуги, которая образовалась между электродом и металлом в результате подключения металла и электрода к противоположным клеммам сварочного аппарата.
Существуют два варианта проведения сварочных работ, различающиеся порядком подключения, получившие название сварки на прямой и обратной полярности. При прямой полярности электрод подключается к минусу, а металл к плюсу, происходит сниженный ввод тепла в металл. Зона расплавления узкая, в тоже время глубокая.
При обратной полярности к плюсу подключен электрод, а металл к минусу, происходит сниженный ввод тепла в изделие. Зона расплавления достаточно широкая, но не глубокая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
Какую полярность при сварке выбрать? Сварка выполняется как на прямой, так и на обратной полярности. При выборе учитывается тот факт, что больше нагревается элемент сети, подключенный к плюсу. Окрашенная на рисунке красным цветом область при сварке нагревается наиболее.
Выполняя сварку тонкого металла его боятся перегреть и прожечь. К изделию подключают минус и варят на обратной полярности. На прямой полярности варится толстый металл.
Влияние скорости подачи электрода
Скорость сварки и подачи электрода должна обеспечивать поступление достаточного количества расплавленного металла в зону сварки. Недостаток металла приводит к подрезу.
При быстром перемещении электрода вдоль шва, мощности дуги не хватает для прогрева металла, шов получается неглубокий, лежит сверху металла, не проплавив свариваемые кромки. При медленном продвижении электрода, наблюдается перегрев основного и электродного металла, возможно прожигание поверхности и деформация тонкого металла.
Влияние силы тока
Силу тока устанавливают на инверторе, согласно данным, приведенным в таблице. Как видите, данные предположительные.

Сила тока и скорость движения оказывают комплексное воздействие на сварной шов. Большой ток увеличивает глубину проплавления и позволяет увеличить скорость движения электрода. При оптимальном соответствии силы тока и скорости шов получается в меру выпуклый и красивый, обеспечивает требуемую глубину провара свариваемых кромок.
Сварочный процесс инвертором тонких металлических листов
 На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
В условиях частного дома больше значение имеет именно сварка тонких деталей. Потому что малейшие ошибки могут привести к прожогу металла. Прежде чем приступить к работам с тонкими деталями постарайтесь освоить основные швы на металле большой толщины.
- Сварку выполняйте на минимальной рекомендованный величине силы тока.
- Шов выполняйте углом вперед.
- Сварку обязательно выполняйте на обратной полярности.
- Большая проблема при выполнении сварки тонкого металла - деформация детали. Для того чтобы ее уменьшить, закрепите детали во время сварки.
- При выполнении прихваток на длинных изделиях, более 0,5 м, прихватки начинайте ставить от середины изделия к краям.
Самым распространенным запросом в сети интернет для тех, кто хочет научиться работе инвертором, является «сварка инвертором для начинающих видео». Мы предоставляем на страницах своего сайта уникальное видео, на котором вы сможете посмотреть все принципы работы инвертором для начинающего.
А мы позволим себе еще несколько советов по обучению сварочному процессу инвертором:

Еще видео по теме:
Изучите видео, как правильно работать сварочным инвертором и, мы уверены, что для вас сварочный процесс не составит труда. Прежде чем посмотреть видео, внимательно прочитайте описание сварки, которое написано у нас в статье.
Видео-уроки по сварке инвертором:
И напоследок, как же грамотно выбрать сварочный инвертор?
Рекомендуем вам еще:
Комментарии:
Facebook (X )
ВКонтакте (0 )
Обычные (37 )
- Анатолий
Очень хорошая и полезная статья! Мне прям понравилось ее читать, спасибо за столь детальный разбор различных нюансов в сварном деле. Будем практиковаться!)
- Володимир
Пане Майстер. я лише починаю зварювати підкажіть я виставив рекомендовану напругу але шось воно занадто спалює електрод і полярність ніби нормальна ну шось воно не те може і мені шось порадете.
- Дмитрий
Сварщик Киев, сварочные работы по доступным ценам
Если нужна помощь пишите, тут в комментарии, всегда поможем) - Антон
большое спасибо!!!
- Валерий Анатольевич
Очень полезное видео для начинающих, полезная информация в целом и полезный сайт! Спасибо! Удачи в Вашей работе!
- Татьяна
Мне нужен мастер, который бы приварил металлический венец к окладу иконы. Металл- латунь.
- Соня
Спасибо, статья очень понравилась и комментарии тоже
- Александр (Прораб)
Дорогие друзья, за этот месяц эта статья была просмотрена 8272 раза, что есть высоким показателем. Пожалуйста, рекомендуйте статью своим друзьям в соц сетях, чтобы принести еще больше пользы начинающим сварщикам.
- Александр
подскажите пожалуйста по полярности. +на электрод подключать или на массу.а то везде по разному пишут.сварка перестала проваривать метал отдал в ремонт после ремонта немного проработала и опять такая-же проблема сообщил мастеру а он сказал что электрод надо на — подключать а + на массу а в инструкции наоборот написано + электрод, — масса.
- Дмитрий
Мужики, хочу сказать следующее, практика сварки металла у меня достаточная. Сегодня варю метал как из пластилина поделку леплю, легко могу электродом троечкой, в потолке, заварить дыру диаметром 40-100мм без заплатки ну и так далее, короче в удовольствие. Такое умение, а это произошло лет 18назад, получил, как только начал видеть и различать цвет металла во время нагрева дугой. Поэтому считаю самым важным умением во время горения дуги: 1. отличать шлак от металла. 2. видеть температуру нагрева металла по его цвету. Научитесь данным вещам и вы обалдеете как всё легко и просто.
Хозяева частных домов, владельцы дач, гаражей многие виды работ выполняют самостоятельно, не приглашая помощников. Исключение составляет сварка металлов, традиционно считающаяся очень сложным занятием. Однако тем, кто серьезно интересуется вопросом, как научиться сваривать металл, вполне под силу освоить электросварку. После небольшой тренировки можно создавать из металла своими руками несложные конструкции, ремонтировать ворота, трубопроводы, емкости, делать ограждения, беседки, мангалы.
Лучший способ соединения металлических материалов – сплавление при высоких температурах. Металлы в жидком агрегатном состоянии образуют единое целое. Такую прочность не может обеспечить никакой механический стык. Создать в строго определенной зоне температуру, при которой металл расплавится, можно электрической дугой.
Дуга неслучайно называется электрической. Она образуется под действием тока, состоит из потока электронов, отдающих по пути движения энергию металлу. Так и происходит электросварка.
Если используют переменный ток, то электросварку делают с участием трансформатора. Стоимость трансформатора небольшая, по сравнению с более современным оборудованием, но сваривать с ним сложно. Он шумит, дает нестабильную температуру в рабочей зоне, потребляет большое количество электричества. К тому же, о сварке сразу станет известно соседям, которые не преминут озвучить недовольство. Трансформатор может вызывать перепады напряжения в сети, перегружает ее.


Гораздо удобнее пользоваться инверторной сваркой. Инвертор значительно экономичнее. Вам не придется платить по счетам огромные суммы. Агрегат имеет небольшие размеры, образует дугу хорошего качества, может работать от автономных источников энергии. Для начинающих сварщиков инвертор — идеальный аппарат.
Процессы при сварке
Электрическую дугу образуют электрод и металлическая поверхность, подвергающаяся обработке. Учитывая советы мастеров, сначала нужно взять для электросварки металлические электроды. Графитовые и угольные предназначены для особых работ, которые домашним мастерам выполнять приходится редко.
При электросварке параллельно происходит несколько процессов, которые желательно знать начинающим:
- главным является соединение жидкого, доведенного почти до кипения, металла деталей. В результате образуется сварочный шов;
- правильно перемещая электрод, формируется хороший шов;
- плавится не только металл, но и материал электрода. Расплавы стекают в рабочую зону, которая называется сварной ванной;
- сгорает защитный слой поверхности электрода. Продукты горения защитного слоя электрода выделяется в виде газов;
- образующиеся газы обволакивают рабочую зону, перекрывают доступ кислорода воздуха, препятствуя окислению металлической детали;
- из продуктов окисления образуется расплавленная масса шлака. Часто шлак покрывает всю рабочую зону (сварную ванну). В результате ухудшается видимость места плавки.

При правильной электросварке поток газов выдувает шлак из точки сварки на шов. По окончании сплавления застывший шлак аккуратно сбивают молотком.
Для того чтобы правильно варить металл, нужно научиться подбирать подходящие значения тока, угол наклона электрода и отработать технику его перемещения в рабочей зоне.
Работа с электродами
 Имея представление о сути процесса электросварки, можно начинать работу со сварочным аппаратом. Нужно очень серьезно отнестись к соблюдению всех мер безопасности. Рабочее место следует освободить от лишних предметов, мусора.
Имея представление о сути процесса электросварки, можно начинать работу со сварочным аппаратом. Нужно очень серьезно отнестись к соблюдению всех мер безопасности. Рабочее место следует освободить от лишних предметов, мусора.
Работать придется с высокими температурами и электрооборудованием. Обязательно нужно надеть специальные защитные перчатки, маску, плотную одежду и обувь. Поверхности металла, который предстоит сваривать, надо очистить.
Для электросварки понадобится электрод. На покупке первого экземпляра не стоит экономить. Начинающим сварщикам желательно взять универсальный электрод с диаметром 3,2 мм. Его нужно вставить в фиксатор сварочного кабеля. Как вставить – разобраться можно легко.
В винтовой фиксатор электрод нужно ввинтить, в пружинный держатель – вставить в нишу, которая появляется после нажатия клавиши.

Проверьте правильность подключения кабелей. Для того чтобы сварить железо (для начала это лучший вариант), к детали подсоединяют кабель из выхода инвертора со знаком «+». К электроду подсоединяют кабель от выхода со знаком «‒». Такое подключение называют прямым. Обратным образом выполняют подключение кабелей при сварке разных сплавов, например, нержавеющей стали. Это вам понадобится в будущем.
Зажигание дуги
Затем нужно включить инвертор. Эта самая простая процедура при электросварке выполняется включением тумблера. Значение тока следует выставить регулятором, который легко увидеть на лицевой панели агрегата. Для выбранного электрода подойдет сила тока, равная 100 А. Опустите маску и приступайте.

Прежде всего, нужно отработать навык зажигания дуги. С новым электродом это делается простым резким проведением им по детали. Вспомните, как вы зажигаете спички. Если электрод уже был в употреблении, то нужно им постучать по поверхности металла. Бывает так, что электрод в руках у новичков прилипает к металлу. Это легко исправляется резким наклоном электрода в сторону. В случае, если оторвать не получилось, нужно выключить инвертор. Тогда места слипания исчезнут сами.
Разожженный электрод образует сварочную дугу. Для ее поддержания, нужно научиться выдерживать расстояние до металла в 3-5 мм. При приближении может случиться замыкание, сопровождающееся прилипанием. При отдалении исчезнет дуга.
Сварка
После получения стабильной дуги начинается процесс сваривания. Для этого электрод перемещают, слегка покачивая им из стороны в сторону. В след за таким движением переползает сварная ванна (рабочая зона). Так формируется сварочный шов. В будущем можно освоить другие траектории выполнения шва.

Иногда при увлеченной работе новичка электрод удаляется на недопустимое расстояние, и дуга исчезает. Разжечь ее вновь несложно. Нужно приблизить электрод к рабочей зоне. Дуга восстановится.
Следует помнить, что при сварке электрод расходуется, укорачивается. В соответствии с этим придется ниже опускать руку. Когда длина электрода уменьшится до 5-6 см нужно выключить инвертор и заменить отработанный на новый.

По окончании сварки образовавшийся шов после полного застывания очищают молотком от шлаковых наслоений. Остается блестящая чистая поверхность сваренного металла.
Если удалось получить относительно красивый шов, прочно соединить металл электросваркой, значит, первый этап преодолен с успехом. Очень быстро появляется желание развивать мастерство дальше.

При электросварке иногда шов стягивает детали, изменяя форму всей конструкции. Нужно научиться пользоваться приспособлениями для фиксирования: стяжками, струбцинами. Со временем можно освоить технику изготовления поперечных швов – прихваток. Они предварительно скрепят детали, придадут им требуемую форму, которую потом можно закрепить полноценным сварочным швом.
Все навыки отрабатываются постепенно. Знания, подкрепленные желанием освоить ремесло, приведут к успеху.
Сварка металлов - наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
Давайте разберемся, так ли это. Как варить металл электросваркой?
В современной торговой сети имеется большое разнообразие инверторов, средств защиты при проведении сварочных работ. Они доступны любому, следовательно, купив соответствующее оборудование, можно самостоятельно эти сварочные работы выполнять. Надо только усвоить, что такое технология сварки металлов, каковы требования безопасности. Кроме того, надо получить необходимую практику выполнения сварки.
Виды сварки металлов
В наше время разработано много различных технологий того, как сваривать металл. Например, можно использовать электронное и лазерное излучение, соединять изделия газовым пламенем и варить ультразвуком. Но наиболее широко используется такой источник энергии, как электрическая дуга.
Также следует побеспокоиться о пожаробезопасности - убрать с места проведения сварочных работ все легковоспламеняющиеся материалы и жидкости, подготовить к применению средства пожаротушения (при отсутствии специальных средств подойдет даже ведро с водой), обеспечить проветривание помещения, где будут производиться работы, особенно с передней и задней сторон сварочного аппарата.
Обязательно надо ознакомиться с инструкцией по применению сварочного аппарата и выполнить все данные там рекомендации.
Электробезопасность
Прежде чем пытаться осваивать на практике, как сваривать металл, необходимо убедиться, что параметры электрической сети, от которой запитан сварочный аппарат, соответствуют его требованиям. Иначе могут быть повреждены другие электроприборы, подключенные к сети, причем не только у вас, но и у соседей. Особенно это касается трансформаторных сварочных аппаратов, которые существенно влияют на питающую электросеть наличием бросков напряжения во время начала сварки и увеличенным потреблением электротока при залипании электрода в месте сварки. Кроме того, следует расположить так, чтобы он не мог упасть, повредиться сам или нанести повреждения окружающим людям и предметам во время проведения работ. Провода, подключенные к аппарату, должны иметь исправную изоляцию, были расправлены. Должна быть исключена возможность их повреждения.

Порядок подготовки к работе
Как правильно сварить металл? Место, подлежащее сварке, должно быть зачищено до металла, быть сухим. Запрещено выполнять работы по сварке в сырую погоду, в дождь и при отрицательных температурах воздуха. Нельзя допускать намокания и электродов.
Как правильно сваривать металл электросваркой?
Сварка осуществляется при постоянном напряжении или при переменном. Трансформаторные сварочные аппараты обеспечивают сварку переменным напряжением.

При сварке постоянным током возможно два варианта подключения сварочного аппарата. При подключении плюса к массе, а минуса к электроду (это называется прямой полярностью) больше разогревается металл, зона расплавления создается глубокой и узкой. Такое включение используется при сварке толстого металла и приводит к экономному расходованию электродов. При противоположном включении (обратная полярность) более сильно разогревается и расходуется быстрее электрод, зона расплавления получается широкой и неглубокой. Поэтому обратная полярность используется лишь при сварке тонких листов металла.
Отличительные особенности инверторов
Как правильно варить металл преобразуют переменное напряжение промышленной сети в импульсную последовательность более высокой частоты и затем формируют ток постоянного напряжения. Благодаря наличию электронной схемы, реализующей данные преобразования, инвертор обладает малым влиянием на питающую электросеть при работе, имеет более плавную регулировку выходного напряжения, характеризуется небольшими весом и габаритами. По качеству получаемого инвертор не уступает другому подобному оборудованию. Поэтому сварочные инверторы получили в последнее время, когда цены на такие аппараты снизились, очень широкое распространение. Преимуществом такого аппарата является и относительная простота его использования при сварке.
Как выбрать инвертор
Важным параметром инвертора является период нагрузки (ПВ) источника тока. Эта величина, характеризующая коэффициент полезного действия инвертора, показывает отношение времени сварки к времени холостого хода. Бытовые аппараты не работают непрерывно. Они должны периодически остывать. Так, значение ПВ 30% инвертора означает, что после каждых 3 минут сварки вам придётся 7 минут ожидать, пока источник не остынет. При попытке продолжить работу без перерыва агрегат может сгореть. Или сработает защита, и он выключится. Поэтому следует выбирать инвертор с ПВ не менее 60% и максимальным током не менее 140 - 160 А.
Подготовка к работе с инвертором
Для приобретения опыта в том, как правильно варить металл инвертором, сначала рекомендуется работать с металлом не менее 2-3 мм толщиной и использовать электроды 3 мм. Электроды лучше купить новые. Старые, залежавшиеся, позаимствованные у других, с большой вероятностью будут отсыревшими и непригодными к работе.

Как правильно сварить металл? Если это ваш первый опыт, сначала попытайтесь сделать шов на поверхности одного куска металла, не сваривая его с другой деталью.
Рассмотрим последовательность выполнения работы.
Во-первых, необходимо подключить электрод к его держателю, а провод массы к свариваемой заготовке с помощью клеммы. Другие концы проводов надо соединить с выходами инвертора в прямой полярности.
Во-вторых, надо включить аппарат и установить его выходные параметры в соответствии с рекомендациями в зависимости от толщины свариваемого материала и выбранного размера электрода.
Технология сварки металлов предусматривает, что для разогрева металла до нужной для получения качественного шва температуры необходимо взять соответствующий толщине материала электрод. Чем толще последний, тем больший слой металла он может разогреть и тем больший ток надо установить на инверторе для образования электрической дуги. В то же время чем больше ток, тем быстрее плавится металл и тем быстрее расходуется электрод. Для тонкого слоя металла при высоком токе и толстом электроде часто образуются дыры, прогорание материала насквозь. При слишком малом токе либо не возникает электрическая дуга, либо, при ее возникновении, получается некачественный шов, так называемый непрогар.

Третье, на что следует обратить внимание, - это образование электрической дуги. Для этого надо чиркнуть концом электрода по месту, которое подлежит сварке, как спичкой по коробку, не удаляя конец электрода от металла. При возникновении дуги на металле образуется красное пятно. Но это еще не расплавленный металл, а только флюс, образующийся при плавлении порошковой оболочки электрода. Надо подождать, удерживая конец электрода на расстоянии 1-4 мм от поверхности металла, до тех пор, пока металл в месте дуги не разогреется до образования так называемой сварочной ванны - капли расплавленного металла, характеризующейся ярким оранжевым цветом и подрагивающей от протекания тока.
В-четвертых, надо сдвинуть в сторону выполняемого шва на один-два миллиметра конец электрода, опять-таки удерживая его на указанном расстоянии от металла. Снова подождать образования капли, и так далее, продвигаясь вдоль выполняемого сварочного шва. При касании электродом поверхности металла создается короткое замыкание, дуга исчезает, инвертор отключает ток. Поэтому при выполнении шва надо стараться выдерживать постоянное расстояние между концом электрода и поверхностью металла, приближая постепенно электрод к ней по мере его сгорания. Вернее, электрод не сгорает, а расплавляется, металл в сварочной ванне образуется в основном из металлического сердечника электрода. Порошковое покрытие поверхности электрода, расплавляясь образует флюс и газы, препятствующие поступлению кислорода из окружающего воздуха к месту сварки и окислению металла, а также помогающие процессу образования качественного сварочного шва.
В процессе сварки рекомендуют удерживать электрод под углом примерно 30 градусов от перпендикуляра к свариваемой детали для того, чтобы образовывалась компактная сварочная ванна, а место сварки было вам хорошо видно. Чем сильнее наклонен электрод к детали в процессе сварки, тем более удлиненным в противоположную сторону будет пятно нагреваемой поверхности металла и более время образования сварочной ванны при той же силе тока. Самое узкое пятно плавящегося металла достигается при перпендикулярном положении электрода к поверхности металла. Но в этом случае затруднено наблюдение сварщиком за процессом сварки. Поэтому такое положение используется лишь при сварке в труднодоступных местах.

Как правильно сваривать металл инвертором?
Потренировавшись в выполнении сварочного шва на простой поверхности, можно приступать к соединению металлических деталей. Процесс схож, отличие заключается в том, что привариваемую деталь надо предварительно зафиксировать в нужном месте с помощью струбцины или другим способом, а при появлении сварочной ванны двигать конец электрода не прямо вдоль шва, а зигзагообразными движениями от центра шва в сторону сначала одной, затем другой детали, постепенно продвигаясь вдоль шва, соединяя их таким образом.
Главное - успех приходит с опытом. Приобретя его, вы сможете вместо пользования услугами сторонних специалистов (за довольно большие деньги) научиться выполнять сварочные работы своими руками. Удачного вам обучения и работы!