Sepuluh Tanda Keausan Ban Yang Dapat Memberitahu Anda Tentang Kendaraan Anda Keausan suku cadang peralatan industri Jenis keausan dan perbaikan perangkat
Jenis keausan dibedakan menurut jenis keausan yang ada - mekanis (abrasif, kelelahan), korosi, dll.
Keausan mekanis adalah akibat gaya gesekan ketika satu bagian bergeser di atas bagian lain. Dengan jenis keausan ini, terjadi abrasi (geser) lapisan permukaan logam dan distorsi dimensi geometrik bagian yang bekerja secara bersama-sama. Keausan jenis ini paling sering terjadi selama pengoperasian bagian kawin yang umum seperti poros - bantalan, alas - meja, piston - silinder, dll. Keausan juga muncul selama gesekan permukaan bergulir, karena jenis gesekan ini pasti terkait dengan gesekan geser juga terjadi, namun dalam kasus seperti itu, keausan sangat kecil.
Derajat dan sifat keausan mekanis suku cadang bergantung pada banyak faktor: sifat fisik dan mekanis lapisan atas logam; kondisi kerja dan sifat interaksi permukaan kawin; tekanan; kecepatan relatif gerakan; kondisi untuk melumasi permukaan gosok; tingkat kekasaran yang terakhir, dll. Efek yang paling merusak pada bagian-bagian tersebut disebabkan oleh keausan abrasif, yang diamati dalam kasus-kasus ketika permukaan gosok terkontaminasi dengan partikel abrasif dan logam kecil. Biasanya, partikel seperti itu jatuh pada permukaan gesekan saat pemesinan menghasilkan blanko pada mesin, sebagai akibat dari keausan permukaan itu sendiri, debu, dll. Mereka mempertahankan sifat pemotongannya untuk waktu yang lama, membentuk goresan, goresan pada permukaan komponen, dan juga, bercampur dengan kotoran, mereka bertindak sebagai pasta abrasif, akibatnya ada gesekan dan keausan yang intens pada permukaan kawin. Interaksi permukaan bagian tanpa gerakan relatif menyebabkan penghancuran logam, yang biasanya terjadi pada sambungan berkunci, spline, ulir, dan lainnya.
Keausan mekanis juga dapat disebabkan oleh perawatan peralatan yang buruk, misalnya ketidakteraturan dalam pasokan pelumas, kualitas perbaikan yang buruk dan ketidakpatuhan terhadap persyaratannya, kelebihan daya, dll.
Di. waktu pengoperasian banyak bagian mesin (poros, gigi roda gigi, batang penghubung, pegas, bantalan) mengalami tindakan berkepanjangan dari beban dinamis variabel, yang lebih berpengaruh negatif terhadap sifat kekuatan bagian daripada beban statis. Kelelahan adalah akibat dari beban bolak-balik yang bekerja pada bagian yang mengalami kelelahan dan memecah material bagian tersebut. Poros, pegas, dan bagian lain hancur karena kelelahan material pada penampang melintang. Dalam hal ini, tipe karakteristik fraktur diperoleh dengan dua zona - zona retakan yang berkembang dan zona di mana fraktur terjadi. Permukaan zona pertama halus, dan yang kedua - dengan cangkang, dan terkadang granular.
Kerusakan fatik pada material suatu bagian tidak harus langsung menyebabkan kerusakannya. Retakan kelelahan, pengelupasan dan cacat lainnya juga dapat terjadi, yang, bagaimanapun, berbahaya, karena menyebabkan keausan yang lebih cepat pada bagian dan mekanisme. Untuk mencegah kegagalan fatik, penting untuk memilih dengan benar bentuk penampang bagian yang baru diproduksi atau diperbaiki: tidak boleh ada transisi mendadak dari satu ukuran ke ukuran lain. Juga harus diingat bahwa permukaan yang diproses secara kasar, adanya tanda dan goresan dapat menyebabkan retak akibat kelelahan.
Keausan galling terjadi sebagai akibat adhesi ("kejang") dari satu permukaan ke permukaan lainnya. Fenomena ini diamati dengan pelumasan yang tidak mencukupi, serta tekanan yang signifikan, di mana dua permukaan kawin bersatu begitu erat sehingga gaya molekuler mulai bekerja di antara keduanya, yang menyebabkan kejang.
Keausan korosif adalah akibat keausan bagian mesin dan instalasi yang secara langsung dipengaruhi oleh air, udara, bahan kimia, dan fluktuasi suhu. Misalnya, jika suhu udara di lingkungan industri tidak stabil, maka setiap kali naik, suhu
Angka: satu.
a - pemandu tempat tidur dan meja, b - permukaan bagian dalam silinder, c - piston, d, e - poros, f, g - roda gigi, ulir - sekrup dan mur, dan - kopling gesekan cakram; 1 - meja, 2 - tempat tidur, 3 - rok, 4 - pelompat, 5 - bawah, 6 - lubang, 7 - bantalan, jurnal 8 - poros, 9 - celah, 10 - sekrup , // - kacang; I - tempat pakai, gaya akting P "
di udara, uap air, kontak dengan bagian logam yang lebih dingin, diendapkan di atasnya dalam bentuk kondensat, yang menyebabkan korosi, yaitu kerusakan logam karena proses kimia dan elektrokimia yang berkembang di permukaannya. Di bawah pengaruh korosi, korosi dalam terbentuk di bagian-bagian tersebut, permukaan menjadi seperti spons dan kehilangan kekuatan mekanik. Fenomena ini diamati, khususnya, di bagian pengepres hidraulik dan palu uap yang beroperasi di lingkungan uap atau air.
Biasanya, keausan korosif disertai keausan mekanis akibat perkawinan satu bagian dengan bagian lainnya. Dalam hal ini, yang disebut korosi mekanis terjadi dan, yaitu kompleks dan aus.
Sifat keausan mekanis suku cadang. Keausan mekanis dari bagian-bagian peralatan dapat selesai jika seluruhnya
permukaan bagian, atau lokal, jika ada bagian yang rusak (Gbr. 1, a - i).
Akibat keausan pemandu mesin, kerataan, kelurusan, dan paralelismenya dilanggar karena aksi beban yang tidak sama pada permukaan geser. Sebagai contoh, pemandu bujursangkar 2 dari mesin (Gbr. 1, a), di bawah pengaruh beban lokal yang besar, memperoleh cekung di bagian tengah (keausan lokal), dan pemandu pendek 1 dari meja yang kawin dengannya menjadi cembung.
Silinder dan selongsong piston pada mesin, kompresor, palu dan mesin lainnya juga aus secara tidak merata (Gbr. 1, b). Keausan terjadi di area pergerakan cincin piston dan memanifestasikan dirinya dalam bentuk penipisan dinding bagian dalam silinder atau liner. Bentuk lubang silinder terdistorsi - penyimpangan dari silinder dan kebulatan (bentuk barel) terbentuk, goresan, lecet * dan cacat lainnya terjadi. Dalam silinder mesin pembakaran internal, bagian atasnya mengalami keausan terbesar, mengalami tekanan tertinggi dan suhu tertinggi. Sebaliknya, pada peralatan penempaan tekan, keausan terbesar terjadi di bagian bawah silinder - tempat piston berada selama tumbukan. Keausan piston (Gbr. 1, c) bermanifestasi dalam bentuk abrasi dan kejang pada rok
Keausan poros (Gbr. 1, d, E) dimanifestasikan dengan munculnya berbagai cacat: poros menjadi bengkok, terpelintir, dan juga patah karena kelelahan material; lecet di leher mereka; leher silinder menjadi meruncing atau berbentuk tong. Penyimpangan dari kebulatan juga diperoleh dari lubang bantalan biasa dan bushing. Ketidakrataan keausan jurnal poros dan permukaan lubang pada bushing selama rotasi poros adalah hasil dari aksi berbagai beban ke arah yang berbeda. Jika hanya gaya gravitasi yang bekerja pada poros selama rotasi, maka keausan muncul di bagian bawah bantalan (lihat Gbr. 1, d, kiri).
Pada penggerak roda gigi, gigi paling sering aus: terbentuk lecet, gigi berubah bentuk, ukuran, dan pecah. Kerusakan gigi, munculnya retakan pada jari-jari, pelek dan hub roda gigi, keausan lubang tempat duduk dan kunci terjadi karena tiga alasan utama: 1) kelebihan beban pada transmisi gigi; 2) masuk ke dalamnya benda asing; 3) perakitan yang tidak tepat (misalnya, pengencangan roda gigi pada poros dengan sumbu miring).
Sekrup timbal memiliki ulir trapesium atau persegi panjang. Pada sekrup dan murnya, ulir aus, belokan menjadi lebih tipis (Gbr. 1, H.). Keausan ulir sekrup umumnya tidak merata.
* Kejang - kerusakan pada permukaan gesekan dalam bentuk alur lebar dan dalam ke arah geser. dimensional, karena sebagian besar bagian yang diproses pada mesin memiliki panjang yang lebih pendek daripada sekrup utama. Bagian benang yang bekerja lebih keras akan semakin aus. Mur sekrup timbal lebih cepat aus daripada sekrup. Alasannya adalah sebagai berikut: benang mur tidak nyaman untuk dibersihkan dari kotoran; dalam beberapa kasus, mur tidak terlumasi dengan baik; untuk mur yang dikawinkan dengan sekrup, semua ulir terlibat dalam pekerjaan, sedangkan untuk sekrup hanya sebagian kecil dari lilitannya, sama dengan jumlah lilitan mur, bekerja pada saat yang bersamaan.
Dalam kopling cakram, sebagai hasil dari aksi gaya gesekan, ujung cakram terkena keausan terbesar (Gbr. 1, i); permukaannya terkelupas, goresan dan lecet muncul di atasnya, kerataannya terganggu.
Dalam koneksi berulir, profil ulir paling sering aus, akibatnya celah bertambah. Ini diamati di

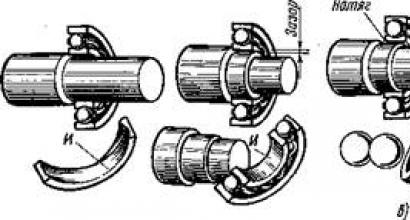
Angka: 2. Keausan bantalan rol:
a - karena miring, b - saat memutar cincin bagian dalam pada poros, c - karena kekencangan yang berlebihan, d - karena segel oli rusak; Dan - tempat pakaian
kawin tidak hanya berjalan, tetapi juga menjepit, misalnya sekrup penjepit dari baut pengikat yang sering dilonggarkan. Keausan sambungan ulir adalah akibat dari tidak mencukupinya atau, sebaliknya, pengencangan sekrup dan mur yang berlebihan; keausan sangat intens jika sambungan kerja merasakan beban besar atau bolak-balik: baut dan sekrup diregangkan, pitch ulir dan profilnya terdistorsi, mur mulai "menempel". Dalam kasus ini, kerusakan darurat pada bagian sambungan dimungkinkan. Kepala baut dan mur sering rusak karena dibuka dengan kunci pas yang salah.
Pada koneksi yang diberi kunci, baik kunci maupun jalur pasak akan aus. Kemungkinan alasan untuk fenomena ini adalah melemahnya bagian yang pas pada poros, kunci yang tidak pas ke soket.
Dalam bantalan gelinding, karena berbagai alasan (Gbr. 2, a - d), permukaan kerja dapat aus - tanda bopeng muncul di atasnya, pengelupasan permukaan treadmill dan bola diamati. Di bawah pengaruh beban dinamis, kerusakan kelelahan mereka terjadi; di bawah pengaruh pendaratan yang terlalu ketat dari bantalan pada poros dan di rumah, bola dan rol terjepit di antara cincin, sebagai akibatnya, distorsi cincin selama pemasangan dan konsekuensi yang tidak diinginkan lainnya mungkin terjadi.
Berbagai permukaan geser juga tunduk pada pola keausan karakteristik (gbr. 3). Selama pengoperasian roda gigi, akibat kelelahan kontak material permukaan kerja gigi dan di bawah aksi tegangan tangensial, terjadi chipping pada permukaan kerja, yaitu pemisahan partikel material

Gambar 3.
a - chipping, b - flaking, c - korosi, d - erosi, e - goresan, f - kejang, g - adhesi, h - penarikan dalam dari material dan perpindahannya dari permukaan gesekan lain riala, yang mengarah ke pembentukan lubang pada permukaan gesekan (Gbr. 3, a). Rusaknya permukaan kerja gigi akibat chipping intensif (Gbr. 3, b) sering disebut flaking (ada pemisahan permukaan gesekan dari material yang berupa serpihan).
Dalam gambar. 3, c menunjukkan permukaan yang rusak karena korosi. Permukaan cincin serbuk besi tuang (Gbr. 3, d) rusak karena keausan erosif, yang terjadi saat piston bergerak di dalam silinder relatif terhadap cairan; Gelembung gas dalam cairan meledak di dekat permukaan piston, yang menyebabkan peningkatan tekanan atau suhu lokal dan menyebabkan keausan pada komponen. Permukaan drum rem (Gbr. 3, e) menunjukkan risiko yang muncul saat benda padat atau partikel padat bekerja pada drum yang berputar. Tanda kejang (Gbr. 3, f) terbentuk sebagai hasil dari kejang permukaan selama gesekan karena aksi gaya molekuler di antara permukaan tersebut. Dalam gambar. 3, g menunjukkan permukaan kerja bagian dengan partikel asing yang menempel padanya, dan pada Gambar. 3, h - permukaan bagian dengan keausan saat menyita akibat kejang - penarikan dalam dari material dan transfernya dari permukaan gesekan lain.
Tabel 7.1 - Jenis utama keausan mekanis| Kondisi terjadinya | Mekanisme penghancuran | Manifestasi |
|---|---|---|
|
Ini ditandai dengan munculnya ikatan perekat antara bagian-bagian dengan kehancuran selanjutnya. | Robekan dengan jarak acak terbentuk pada permukaan kontak bagian yang terbuat dari bahan yang kurang tahan lama, dan terjadi adhesi pada bagian yang terbuat dari bahan yang lebih tahan lama. |
|
Tahap pertama (suhu hingga 600 ° C, sifat mekanik material sedikit menurun). | Partikel pecah ke bagian material yang kurang tahan lama, bergantian dengan interval yang kira-kira sama. |
| Tahap kedua (suhu 600-1400 ° C, pelunakan logam, penurunan sifat mekanik material yang nyata). | Pada permukaan kontak bagian yang lebih tahan lama, terlihat adhesi dan corengan logam, dan pada permukaan bagian yang kurang tahan lama, terlihat sobekan. | |
| Tahap ketiga (suhu lebih dari 1400 ° C, lapisan logam cair terbawa dengan pelumasan). | Alur yang meleleh.
|
|
|
Ini ditentukan oleh interaksi bahan bagian-bagian dengan oksigen lingkungan dengan pembentukan larutan padat dan film oksida yang melindungi bahan awal dari keausan yang intens. Keausan permukaan terdiri dari penampilan periodik dan kepingan film oksida yang keras dan rapuh. Tingkat keausan minimum. | Garis-garis matte terdiri dari film oksida, larutan padat dan senyawa kimia logam dengan oksigen.
|
|
Beban ganda menyebabkan kelelahan logam. Retakan berinti pada bidang tegangan maksimum di dalam bagian tersebut. Perkembangan mereka menyebabkan pecahnya permukaan kontak. Pergerakan elemen gelinding melalui pecahnya permukaan disertai dengan fenomena dinamis, sebagai akibatnya keausan berlangsung. | Tekanan seperti cacar muncul pada permukaan kontak di tempat keripik terbentuk. Jenis keausan yang paling umum pada bagian bantalan gelinding.
|
|
Partikel abrasif merusak volume mikro lapisan permukaan dan menyebabkan proses pemotongan mikro. | Risiko dengan kedalaman dan panjang berbeda yang diorientasikan secara unik dalam kaitannya dengan arah pergerakan.
|




Jenis keausan erosif meliputi:
- pakaian erosi - partikel padat yang bergerak dalam aliran gas atau cairan memiliki beberapa guncangan impuls lokal pada permukaan logam, menyebabkan pelonggaran dan pencucian lapisan permukaan bagian (erosi);
- keausan erosi - keausan permukaan yang erosif akibat paparan arus listrik, sementara ada transfer sebagian logam dari satu kontak ke kontak lainnya dan logam sputtering;
- memakai kavitasi - keausan hidroerosif saat benda padat bergerak relatif terhadap cairan dan sebaliknya, di mana gelembung gas runtuh di dekat permukaan, menciptakan peningkatan tekanan lokal.
Jenis pakaian tambahan termasuk ().
Tabel 7.2 - Jenis keausan tambahan
| Kondisi terjadinya | Manifestasi | Foto |
|---|---|---|
|
Noda di titik kontak bagian. |
|
|
Itu dimulai dari permukaan. Itu terjadi padat (menutupi dengan lapisan rata dan mengubah kekasaran permukaan bagian, tanpa membentuk fokus terpisah) dan lokal (diamati dalam bentuk bintik-bintik, kedalamannya bervariasi dari lekukan titik yang tidak signifikan ke lubang). |
|


7.2. Jenis kerusakan dan patah tulang
Istirahat - kerusakan bagian yang disebabkan oleh bahan berkualitas rendah, cacat produksi, pelanggaran aturan pengoperasian, kerusakan mekanis yang tidak disengaja, dan faktor lainnya.
Jenis fraktur memungkinkan Anda untuk menentukan alasan terjadinya ().
Tabel 7.3 - Jenis utama patah tulang
| Penampilan | Sifat pembangunan | Penyebab terjadinya |
|---|---|---|
| Kehancuran kental | ||
| Memiliki struktur berserat, tanpa kilau kristal (area tidak rata menyebarkan cahaya - permukaan rekahan tampak kusam). Ciri khasnya adalah adanya bevel lateral di sepanjang tepi patahan. | Itu disertai dengan deformasi plastik yang parah pada bahan bagian. Fraktur primer jarang kental. Retakan kental yang berkembang relatif lambat dapat dideteksi sebelumnya, atau karena deformasi plastis yang berlebihan, bagian tersebut berhenti menjalankan fungsinya bahkan sebelum hancur. | Dampak kekuatan jangka pendek yang signifikan yang timbul dari kemacetan mekanisme atau pelanggaran rezim teknologi. Dapat terjadi dengan aksi gaya yang berkepanjangan yang menyebabkan tegangan melebihi kekuatan luluh material bagian. |
| Kehancuran rapuh | ||
| Ini memiliki struktur kristal yang diucapkan pada bahan yang tidak dapat dideformasi dan halus dari geser pada bahan lunak. Tepi rekahan halus, rata, tanpa bevel atau dengan sedikit bevel. Sebuah bevel pada fraktur getas menunjukkan lokasi fraktur (ujung fraktur). | Dalam kebanyakan kasus, mereka mulai berkembang di zona konsentrasi tegangan (di tempat di mana pengaku dilas, di mana lasan berpotongan, di lubang dan fillet, di zona dengan perubahan ketebalan yang tajam). Titik panas sering kali merupakan cacat pengelasan (retakan panas dan dingin, kurangnya penetrasi, potongan bawah, inklusi terak, pori-pori, delaminasi logam). | Itu terjadi tiba-tiba dengan satu aplikasi gaya atau di bawah aksi gaya tumbukan berulang dengan sedikit deformasi plastis lokal. |
| Penghancuran kelelahan | ||
| Ditandai dengan jelas: zona kegagalan fatik dengan struktur berbutir halus, dengan permukaan seperti porselen atau dipoles; zona kehancuran statis - dengan struktur berserat pada logam ulet dan berbutir kasar pada logam yang rapuh. | Mereka muncul dalam proses akumulasi kerusakan bertahap pada material bagian-bagian di bawah aksi tegangan bolak-balik, yang mengarah pada pembentukan microcracks, perkembangannya dan penghancuran akhir bagian tersebut. | Ini adalah salah satu jenis kerusakan utama yang disebabkan oleh beban siklik. |
Aturan untuk membersihkan dan memeriksa patah tulang:
- jangan singkirkan pecahan lepas dari permukaan rekahan;
- jangan mencoba menyatukan bagian-bagian dari bagian yang hancur;
- jangan bersihkan kerusakan dengan kain dan sikat;
- pembersihan rekahan dilakukan dengan cara ditiup dengan udara bertekanan diikuti dengan perendaman dalam minyak tanah.
Fitur: cacat pengerasan ditampilkan di.
Tabel 7.4 - Cacat pengerasan
| Manifestasi | Sebab |
|---|---|
| Lapisan yang mengeras berbutir halus, seragam. | Rezim suhu dipertahankan. |
| Permukaan fraktur berserat, file meninggalkan tanda yang terlihat pada bagian tersebut. | Produk belum dipanaskan sampai suhu yang dibutuhkan. |
| Permukaan rekahan tidak rata dalam ukuran butiran. | Produk telah dipanaskan hingga suhu yang lebih tinggi dari yang dibutuhkan. |
| Frakturnya berbutir kasar, dengan kilau putih yang kuat. | Produk dipanaskan hingga suhu yang sangat tinggi dan disimpan pada suhu tersebut untuk waktu yang lama. |
| Patahannya heterogen, di beberapa tempat butiran tidak mengeras dan mengeras, butiran terbakar terlihat di tepi dan bagian tipis. | Produk menjadi panas terlalu cepat dan tidak merata. |
7.3. Kerusakan bantalan rol
Jejak kaki gaya radial diterapkan pada satu titik, arah konstan, dengan cincin bagian dalam yang berputar dan cincin luar yang tidak bergerak, keduanya muncul sebagai jejak kontinu pada cincin dalam dan keausan lokal cincin luar ().
 |
 |
Gambar 7.1 - Jejak konstan gaya radial ke arah: |
|
a) tanda keausan terus menerus pada cincin bagian dalam; |
b) keausan lokal cincin luar |
Jika cincin bagian dalam tidak bergerak, dan cincin luar bergerak, maka efek gaya radial konstan akan memanifestasikan dirinya dalam bentuk jejak keausan yang terus menerus pada cincin luar dan keausan lokal cincin dalam.
Kapan deformasi cincin luar bantalan Akibat penyimpangan bentuk dudukan pada fixed ring bagian luar, chipping mirip cacar akan muncul pada dua titik ().

Gambar 7.2 - Chipping runcing di dua tempat di jalur lari cincin luar dari bantalan rol radial bulat baris ganda dengan penyimpangan bentuk dudukan penutup bantalan
Gaya radial diterapkan pada satu titik, melakukan gerakan osilasi periodik di sektor terbatas menyebabkan keausan lokal pada cincin luar dan dalam bantalan (). Jenis keausan ini khas untuk mekanisme engsel di mana poros berosilasi.

Gambar 7.3 - Keausan lokal treadmill pada cincin luar dari bantalan rol radial baris ganda selama gerakan osilasi
Gaya radial berputar dengan poros, akan menyebabkan keausan permanen pada cincin luar yang tidak bergerak dan kepingan lokal pada cincin bagian dalam ().

Gambar 7.4 - Kepingan lokal cincin bagian dalam bantalan bola di bawah gaya radial yang berputar, cincin luar yang tidak bergerak dan aksi gaya aksial simultan
Gaya aksial yang bekerja pada arah longitudinal, menyebabkan perpindahan tanda keausan pada cincin bantalan (). Selain itu, efek gaya aksial dapat dinilai dengan adanya pemutihan di ujung rol ().

Gambar 7.5 - Sorotan di ujung rol salah satu lintasan lari dari bantalan rol radial baris ganda di bawah aksi gaya aksial
Rakitan bantalan memiliki permukaan bagian yang tetap dan dapat digerakkan. Pemeriksaan bantalan gelinding dilakukan secara berurutan dari permukaan tempat duduk bantalan di rumah mekanisme ke permukaan tempat duduk cincin bagian dalam pada poros.
Jika permukaan cincin dan poros bagian dalam tidak bergerak, cincin bagian dalam bantalan memiliki permukaan matte ().

Gambar 7.6 - Permukaan matt cincin bagian dalam bearing dengan ukuran pas pada poros
Tempat duduk bantalan longgar Sebagai akibat dari kesalahan pemasangan dan operasi, sering kali terjadi rotasi bantalan pada poros dan pada rumahan (). Rotasi bantalan disertai dengan peningkatan suhu rakitan, perubahan sifat kebisingan dan getaran dan menyebabkan keausan yang tidak dapat diterima pada bagian rumah.

Gambar 7.7 - Jejak memutar cincin bantalan
Korosi resah terjadi saat menggerakkan permukaan yang bersentuhan di bawah pengaruh gaya atau getaran bolak-balik. Ini memanifestasikan dirinya dalam bentuk oksidasi permukaan yang intens, bintik-bintik gelap pada permukaan tempat duduk cincin bantalan (). Menyebabkan ketukan, benturan selama operasi bantalan. Dengan perkembangan selanjutnya, dapat menyebabkan terjadinya retak fatik.
 |
 |
Gambar 7.8 - Jejak korosi fretting pada permukaan tempat duduk cincin bantalan bola: |
|
a) internal; |
b) eksternal |
Jika beban didistribusikan secara tidak merata di sepanjang roller atau di antara baris elemen gelinding pada bantalan baris ganda (), maka umur bantalan berkurang secara signifikan. Alasan - bantalan ketidakselarasan perumahan.
 |
 |
Gambar 7.9 - Spalling tidak rata saat poros dibengkokkan: |
|
a) sepanjang rol dari bantalan rol radial; |
b) pada treadmill bantalan bola radial baris ganda |
Pemeriksaan permukaan ujung luar cincin bantalan menegaskan memutar cincinnya atau definisikan adanya kontak antara bantalan dan bagian yang berdekatan ().

Gambar 7.10 - Tanda annular pada permukaan ujung ring bagian dalam - hasil kontak ring bearing dengan bagian stasioner
Inspeksi treadmill pada cincin luar dan dalam memungkinkan Anda menetapkan sifat kontak antara elemen gelinding dan treadmill. Ketidaksejajaran poros relatif terhadap rumah bantalan dapat diperbaiki di sepanjang trek segitiga dengan sifat osilasi dari beban bantalan ().

Gambar 7.11 - Bentuk segitiga dari kontak cincin dengan roller saat poros miring relatif terhadap badan bantalan rol radial baris ganda
Celah di Treadmill - Dampak beban dinamis, benturan atau kesalahan pemasangan (). Flensa cincin terkelupas adalah hasil dari efek dinamis gaya aksial ().
 |
 |
Gambar 7.12 - Hasil dari dampak shock loading: |
|
a) retak melintang pada cincin bantalan; |
b) keripik sisi ring |
Hasilnya adalah retakan di sepanjang cincin bantalan kurangnya celah termal saat mekanisme dipanaskan. Gaya aksial yang timbul selama ekspansi termal menyebabkan hilangnya jarak radial dan munculnya gaya radial yang signifikan yang dapat menyebabkan kerusakan cincin luar ().

Gambar 7.13 - Kerusakan cincin luar bantalan bola jika tidak ada celah termal
Peningkatan permainan aksial Sepasang bantalan bola kontak sudut, ketika terjadi gaya longitudinal, menyebabkan munculnya faceting atau chipping seperti cacar pada bagian treadmill yang tidak berfungsi ().
 |
 |
Gambar 7.14 - Bagian treadmill yang tidak berfungsi dari bantalan bola kontak sudut dengan peningkatan permainan aksial dan pembebanan longitudinal: |
|
a) keagungan; |
b) cacar |
Brinelling dimanifestasikan dalam tampilan penyok pada treadmill dengan nada yang sama dengan tinggi nada elemen gelinding. Itu adalah sebuah konsekuensi dampak kejut selama instalasi ().

Gambar 7.15 - Brinelling pada treadmill bantalan bola dorong - penyok dengan nada yang sama dengan tinggi nada elemen gelinding
False brinelling terjadi saat minyak keluar dari permukaan gelinding bantalan mesin idle sebagai akibat dari getaran mekanis yang ditransmisikan dari mekanisme operasi. Ini memanifestasikan dirinya dalam bentuk kerusakan pada permukaan kerja bantalan, yang terletak dengan nada yang sama dengan nada elemen bergulir ().

Gambar 7.16 - Jejak false brinelling pada permukaan kerja cincin luar dari bantalan baris tunggal runcing kontak sudut rol
Kerusakan separator adalah jenis kerusakan yang paling serius. Jika sangkar rusak, bagian lain dapat rusak karena getaran, keausan, kejang dan distorsi (). Alasan paling umum untuk kegagalan pemisah adalah masalah pelumasan dan deformasi cincin luar... Hal ini menyebabkan terjadinya gaya yang tidak rata pada elemen gelinding dan efek gaya destruktif pada separator.
 |
 |
Gambar 7.17 - Penghancuran separator |
|
Bantalan gelinding harus diganti dengan salah satu kerusakan berikut:
- lubang kelelahan atau korosi pada balapan dan elemen rolling;
- retakan, serpihan manik-manik, cincin, badan yang menggelinding;
- retakan, kerusakan pemisah;
- keausan, kerusakan paku keling pemisah;
- torehan di pemisah;
- lecet, bergelombang, bekerja atau penyok pada permukaan kerja cincin dan elemen penggulung;
- korosi permukaan atau perubahan warna pada permukaan kerja;
- peningkatan pembersihan radial.
7.4. Kerusakan roda gigi
faktor eksternal:
- Nilai beban gaya yang diterapkan menentukan sifat kerusakan berikut pada permukaan kerja:
- beban pengenal tidak menyebabkan perubahan bentuk gigi dan tidak meninggalkan jejak deformasi pada permukaan kerja rangkaian roda gigi ();


Gambar 7.18 - Tidak ada deformasi - tanda dampak dari beban pengenal:
a) permukaan kerja gigi;
b) permukaan ujung gigi
- gaya bolak-balik atau bolak-balik, menyebabkan munculnya tekanan pada bidang kontak melebihi batas ketahanan material, meninggalkan cekungan berbentuk cacar pada permukaan kerja yang disebabkan oleh kelelahan material ();



Gambar 7.19 - Melebihi batas daya tahan material menyebabkan cacar pada permukaan kerja:
a) tahap awal;
b) pengembangan lebih lanjut;
c) keadaan batas
- gunting plastik pada permukaan kerja gigi terjadi ketika tegangan yang bekerja pada bidang kontak terlampaui, titik leleh, lapisan permukaan logam bergerak dari diameter pitch ke apeks gigi, membentuk tonjolan ();


Gambar 7.20 - Gunting plastik pada permukaan kerja transmisi roda gigi - tegangan pada bidang kontak telah melebihi titik leleh:
a) tahap awal;
b) pengembangan lebih lanjut
Manifestasi antara gaya kerja adalah: pengelupasan partikel logam dari permukaan kerja gigi, pengerasan kerja karena benturan kuat dengan adanya celah pada pengikatan.
- beban pengenal tidak menyebabkan perubahan bentuk gigi dan tidak meninggalkan jejak deformasi pada permukaan kerja rangkaian roda gigi ();
- Sifat beban daya yang diterapkan terkait dengan keteguhan atau ketidakkekalan frekuensi rotasi, perubahan arah rotasi, nilai komponen dinamis. Guncangan dinamis sering kali menyebabkan patah tulang (). Dengan peningkatan kecepatan putaran, persyaratan untuk keakuratan pembuatan dan pemasangan roda gigi meningkat, jika tidak, keausan gigi meningkat. Pada gigi non-pembalik, sangat penting untuk memeriksa permukaan gigi yang terbalik (tidak berfungsi). Ini mungkin menunjukkan kesalahan manufaktur atau pemasangan. Misalnya, karena celah lateral yang kecil, tanda kontak () dapat muncul di permukaan belakang gigi.

Gambar 7.21 - Fraktur gigi karena benturan dinamis

Gambar 7.22 - Titik kontak pada permukaan gigi roda yang tidak berfungsi
- Zat abrasif atau korosif menyebabkan keausan abrasif, korosi pada permukaan gigi, berkontribusi pada terjadinya erosi gas atau cairan. Penyebab utama korosi - adanya air dalam pelumas - bermanifestasi sebagai lapisan karat yang seragam () atau tidak rata () pada permukaan gigi.
Manifestasi awal keausan abrasif adalah munculnya goresan atau tanda pada permukaan kerja searah dengan pergerakan material abrasif (). Perkembangan keausan abrasif difasilitasi dengan penggunaan yang terkontaminasi atau gemuk, yang merupakan akumulator partikel abrasif. Roda gigi yang dipakai telah meningkatkan izin keterlibatan; peningkatan kebisingan, getaran, dan beban dinamis; bentuk gigi terdistorsi; dimensi penampang dan kekuatan gigi menurun ().

Gambar 7.24 - Tahap awal keausan abrasif pada roda pompa roda gigi - munculnya goresan pada permukaan kerja gigi

Gambar 7.25 - Tahap pembatasan keausan abrasif pada gigi rak
Kinerja roda gigi dipengaruhi oleh hal tersebut faktor internal:
- Memperbaiki permukaan tempat duduk roda gigi dan poros memenuhi persyaratan jika bagian kawin tidak bergerak saat beban diterapkan (). Munculnya perpindahan kecil dari bagian kawin menyebabkan korosi fretting, yang memanifestasikan dirinya dalam bentuk bintik hitam pada permukaan tempat duduk ().
Di masa depan, jejak perpindahan timbal balik dari permukaan kawin muncul dalam bentuk area permukaan yang dipoles mengkilap. Hal ini meningkatkan laju perkembangan proses keausan, menciptakan prasyarat terjadinya guncangan pada tahap terakhir perkembangan kerusakan. Ketika sambungan bagian kawin dibuka, kekakuan sambungan berkurang, guncangan dinamis terjadi, yang menyebabkan pengerasan dan penghancuran kerja.
Selama mekanisme produksi berfungsi, proses terjadi terkait dengan penurunan bertahap dalam sifat kerjanya dan perubahan karakteristik unit dan suku cadang. Faktanya adalah bahwa setelah jangka waktu tertentu, mereka dapat menyebabkan kerusakan serius atau penghentian total peralatan. Untuk menghindari konsekuensi negatif dari sifat ekonomi, perusahaan, sebagai suatu peraturan, mengatur proses manajemen keausan yang kompeten secara terpisah, dan juga memperbarui aset tetap mereka pada waktu yang tepat.
Konsep pakai
Saat ini, keausan (penuaan) biasanya dipahami sebagai penurunan bertahap dalam sifat operasional rakitan, produk, dan mekanisme produksi sebagai akibat dari perubahan ukuran, bentuk, atau karakteristik fisik dan kimianya. Perlu diperhatikan bahwa keausan dan jenis keausan yang ada saat ini muncul dan menumpuk selama pengoperasian. Ada sejumlah faktor yang menentukan tingkat usia peralatan. Jadi, poin-poin berikut biasanya memiliki efek negatif:
- Gesekan.
- Rentang suhu (ekstrim - terutama).
- Beban periodik, impuls atau statis dari aksi mekanis dan seterusnya.
Perlu dicatat bahwa hampir semua jenis keausan peralatan bisa diperlambat. Untuk melakukan ini, disarankan untuk mengandalkan faktor-faktor berikut:
- Keputusan yang konstruktif.
- Kepatuhan dengan aturan operasi.
- Penggunaan pelumas berkualitas tinggi dan modern.
- Perbaikan preventif yang dijadwalkan tepat waktu, pemeliharaan.
Sebagai akibat dari semua jenis keausan aset tetap, penurunan kinerja, nilai konsumen peralatan atau mekanisme produksi juga menurun. Penting untuk ditambahkan bahwa derajat dan laju keausan ditentukan melalui kondisi gesekan, beban, karakteristik material. Selain itu, fitur desain peralatan memainkan peran penting.
Jenis pakaian

Klasifikasi keausan saat ini cukup luas. Jadi, untuk pemahaman yang lengkap, disarankan untuk terlebih dahulu mempertimbangkan informasinya secara singkat, dan kemudian menyelidiki detailnya. Kategori penuaan dibagi lagi menjadi keausan aktual, yang disertai dengan perubahan karakteristik objek; keausan fungsional yang disebabkan oleh perkembangan teknologi baru; keausan eksternal yang disebabkan oleh faktor eksternal. Dua jenis depresiasi aset tetap yang pertama diklasifikasikan sebagai dapat dilepas dan tidak dapat diperbaiki. Selain itu, kelompok pertama dibagi lagi, menurut alasan-alasan yang menyebabkan penuaan peralatan, keausan jenis pertama (terakumulasi sebagai akibat operasi normal) dan keausan jenis kedua (terakumulasi karena kecelakaan, bencana alam, dan faktor negatif lainnya). Dilihat dari waktu aliran, dalam kelompok yang sama, adalah kebiasaan untuk membedakan keausan berkelanjutan (indikator teknis dan ekonomi menurun secara bertahap) dan darurat (seketika dalam waktu, misalnya, sebagai akibat dari kerusakan kabel atau kecelakaan industri).
Kelompok kedua, yaitu, jenis depresiasi aset tetap sebagai fungsional, diklasifikasikan ke dalam moral (alasan utama dalam hal ini adalah perubahan karakteristik produk yang serupa dengan produk ini, serta pengurangan biaya produksinya) dan teknologi (alasan utamanya adalah perubahan siklus, di mana, berdasarkan tradisi termasuk benda ini, dalam istilah teknologi) pakaian. Sebaliknya, keusangan, berdasarkan pos biaya, perubahan struktur yang menyebabkan keausan, dibagi lagi menjadi penuaan yang disebabkan oleh pengeluaran modal yang berlebihan; keusangan karena biaya operasi yang sangat tinggi; penuaan karena rendahnya tingkat ergonomi dan ekologi.
Penting untuk diperhatikan bahwa keausan eksternal hanya tidak dapat diperbaiki. Jadi, mari kita lanjutkan ke analisis keausan jenis peralatan tertentu, yang harus diperhatikan dengan cermat.
Berdasarkan sifat pengaruh eksternal

Bergantung pada karakteristik pengaruh eksternal pada bahan peralatan, biasanya jenis penuaan berikut dibedakan:
- Keausan benda yang abrasif. Kita berbicara tentang kerusakan pada permukaan mekanisme atau produk oleh partikel kecil material dari peralatan lain. Varietas ini sangat khas dalam kondisi mekanisme produksi yang semakin berdebu. Misalnya, saat bekerja di pegunungan, di lokasi konstruksi, saat memproduksi bahan atau melakukan operasi pertanian.
- Kavitasi, yang disebabkan oleh runtuhnya gelembung gas secara eksplosif dalam medium cair.
- Jenis perekat dari pakaian fisik.
- Penuaan oksidatif. Ini biasanya terjadi sebagai akibat dari reaksi kimia.
- Keausan termal.
- Jenis keausan kelelahan. Ini biasanya terjadi ketika struktur material berubah.
Penyusutan dan amortisasi
Kami menemukan jenis pakaian apa yang saat ini diketahui. Perlu dicatat bahwa klasifikasi jenis penuaan sesuai dengan fenomena fisik yang menyebabkannya dalam mikrokosmos dilengkapi dengan sistematisasi yang terkait dengan konsekuensi makroskopik bagi kehidupan ekonomi. Jadi, dalam analisis dan akuntansi keuangan, konsep depresiasi yang mencerminkan fenomena fisik berkaitan erat dengan istilah ekonomi depresiasi peralatan. Penyusutan harus dipahami sebagai penurunan biaya mekanisme produksi seiring bertambahnya usia, dan pengaitan sebagian dari penurunan ini ke biaya produk manufaktur. Tujuan utama di sini adalah akumulasi dana pada rekening depresiasi khusus untuk pembelian peralatan baru dengan nilai produksi atau perbaikan sebagian dari peralatan lama.
Kerusakan fisik

Jenis pakaian, tergantung pada penyebab dan akibatnya, dibagi menjadi ekonomis, fungsional dan fisik. Dalam kasus yang terakhir, kita berbicara tentang hilangnya langsung karakteristik desain dan properti peralatan selama operasinya. Perlu dicatat bahwa kerugian semacam itu bisa sebagian atau seluruhnya. Dalam kasus pertama, mekanisme produksi tunduk pada pemulihan, perbaikan, yang mengembalikan fitur asli produk. Jika peralatan disusutkan sepenuhnya, itu harus dihapuskan. Selain klasifikasi daya, keausan fisik bersifat umum:
- Jenis pertama: mekanisme produksi rusak dalam proses penggunaan yang direncanakan sesuai dengan semua standar dan aturan yang ditetapkan oleh pabrikan.
- Jenis kedua: perubahan karakteristik peralatan karena pengoperasian yang tidak tepat atau paparan faktor keadaan kahar.
- Keausan darurat: perubahan laten dalam karakteristik suatu objek menyebabkan kegagalan darurat itu, yang terjadi secara tiba-tiba. Dalam hubungan ini, bencana dapat terjadi di perusahaan, misalnya.
Harus ditambahkan bahwa jenis yang terdaftar berlaku tidak hanya untuk peralatan secara keseluruhan, tetapi juga untuk komponen individualnya (rakitan, suku cadang).
Keausan fungsional

Penting untuk diketahui bahwa penuaan fungsional mencerminkan proses keusangan aset tetap. Kita berbicara tentang penampilan di pasaran dari jenis yang sama, tetapi lebih ekonomis, produktif dan peralatan yang aman untuk digunakan. Mesin produksi dalam arti fisik bisa sangat berguna. Ia memproduksi produk, namun, penggunaan teknologi baru atau model modern yang secara berkala muncul di pasar membuat penggunaan benda-benda usang tidak menguntungkan dalam arti ekonomi. Harus diingat bahwa keausan fungsional memiliki klasifikasi tersendiri:
- Penuaan parsial: mesin tidak menguntungkan untuk siklus produksi yang lengkap, tetapi sangat cocok untuk sejumlah operasi.
- Penuaan lengkap: setiap penggunaan mesin mengakibatkan kerusakan. Dalam hal ini, bagian dari peralatan harus dibongkar dan dihapuskan.
Klasifikasi juga diketahui sesuai dengan faktor penyebab keausan fungsional:
- Keusangan (sekarang ada tiga jenis keusangan, bergantung pada penyebab yang menyebabkannya, dibahas di bab-bab sebelumnya) menyiratkan ketersediaan model-model yang identik, tetapi lebih maju, secara teknologi modern.
- Keausan teknologi menyiratkan pengembangan teknologi yang berbeda secara fundamental untuk produksi produk serupa. Penting untuk ditambahkan bahwa jenis keausan ini, dengan satu atau lain cara, mengarah pada kebutuhan untuk mengubah seluruh rantai teknologi, asalkan komposisi aset tetap diperbarui seluruhnya atau sebagian.
Perlu dicatat bahwa karena kemunculan teknologi baru, komposisi peralatan, biasanya, berkurang, dan intensitas tenaga kerja menurun.
Keausan ekonomi
Selain faktor temporer, fisik dan alam, faktor ekonomi berikut secara tidak langsung mempengaruhi pelestarian properti asli peralatan:
- Permintaan turun untuk produk manufaktur.
- Proses inflasi. Harga sumber daya tenaga kerja, bahan baku dan komponen peralatan yang digunakan untuk keperluan produksi meningkat, tetapi tidak ada kenaikan harga yang proporsional untuk produk akhir.
- Tekanan harga yang kompetitif.
- Fluktuasi harga komoditas, tidak terkait dengan inflasi.
- Kenaikan biaya layanan kredit yang digunakan untuk pekerjaan operasional atau untuk tujuan pemutakhiran aset tetap.
- Pembatasan hukum atas penggunaan peralatan yang tidak memenuhi standar lingkungan.
Penyebab keausan
Harus dipahami bahwa jenis dan penyebab keausan pada suku cadang saling terkait. Selanjutnya, kami akan mempertimbangkan alasan utama, serta cara menentukan keausan peralatan, mekanisme produksi, dan produk. Perlu dicatat bahwa untuk mengidentifikasi penyebab dan tingkat penuaan, komisi untuk aset tetap dibentuk dan berlaku di setiap perusahaan. Saat ini, keausan mekanisme produksi ditentukan oleh salah satu metode berikut:
- Melalui observasi, yang meliputi inspeksi visual, serta serangkaian pengujian dan pengukuran.
- Pada periode operasi. Perlu diingat bahwa ini dihitung sebagai rasio antara masa pakai aktual dengan yang normatif. Nilai rasio ini adalah persentase keausan.
- Melalui penilaian terintegrasi terhadap keadaan fasilitas produksi, yang dilakukan dengan menggunakan skala dan metrik khusus.
- Melalui pengukuran langsung dalam istilah moneter. Dalam hal ini, biaya unit aset tetap baru yang serupa dibandingkan dengan biaya perbaikan yang terkait dengan pemulihan aset lama.
- Dengan bantuan aplikasi profitabilitas lebih lanjut. Kita berbicara tentang menilai penurunan pendapatan, sambil memperhitungkan biaya aktual yang terkait dengan pemulihan kinerja, dibandingkan dengan pendapatan dalam teori.
Harus ditambahkan bahwa pilihan akhir terkait dengan metodologi tertentu dibuat oleh komisi atas aset dana utama. Pada saat yang sama, ia dipandu oleh dokumentasi peraturan, serta ketersediaan informasi awal.
Metode untuk menghitung keausan peralatan

Selanjutnya, disarankan untuk beralih ke aspek akhir dari topik yang luas seperti keausan mekanisme produksi, peralatan, produk, dan komponen individualnya. Pemotongan penyusutan, yang dimaksudkan untuk mengkompensasi proses penuaan peralatan, sekarang juga dapat ditentukan dengan menggunakan sejumlah metode:
- Perhitungan proporsional atau linier.
- Metode saldo menurun.
- Penghitungan produksi dilakukan sesuai dengan jangka waktu pemakaian.
- Perhitungan dilakukan sesuai dengan volume produk yang dirilis.
Penting untuk diketahui bahwa pilihan teknik tertentu diwujudkan selama pembentukan atau reorganisasi struktur secara mendalam. Itu wajib ditetapkan dalam kebijakan akuntansi perusahaan. Pengoperasian mekanisme produksi, peralatan, dan berbagai macam produk sesuai dengan aturan dan peraturan yang diterima secara umum, serta pengurangan yang cukup dan tepat waktu untuk dana penyusutan, dengan satu atau lain cara, memungkinkan organisasi untuk mempertahankan efisiensi ekonomi dan teknologi pada tingkat yang kompetitif. Alhasil, struktur dapat terus memberikan kegembiraan bagi konsumennya dengan produk komoditas berkualitas dengan harga yang pantas.
Kesimpulan

Jadi, kami telah memeriksa kategori biaya yang cukup luas dalam hal klasifikasi, konten, dan fitur utamanya. Selain itu, kami menganalisis penyebab keausan dan bagaimana hal itu dinilai dan diperhitungkan. Teknik akuntansi ternyata banyak sekali, dan semuanya berbeda secara fundamental, memiliki kelebihan dan kekurangan masing-masing. Sebagai kesimpulan, harus ditambahkan bahwa hari ini di wilayah Federasi Rusia, pengembangan wilayah ekonomi yang sebenarnya menjadi salah satu tugas terpenting. Namun demikian, itu harus diselesaikan pada saat yang sulit. Depresiasi peralatan industri saat ini mencapai 78%, dan dana pinjaman sangat mahal. Itulah mengapa instansi pemerintah terkait bekerja keras untuk mengembangkan sumber daya yang dapat membantu memulihkan dan lebih memodernisasi sektor industri di negara ini.
Kuliah nomor 3. Keausan suku cadang peralatan. Jenis pakaian.
Keausan adalah kerusakan permukaan material secara bertahap dengan perubahan bentuk geometris dan sifat lapisan permukaan bagian.
Ada keausan:
Normal; - darurat.
Tergantung pada alasannya, keausan dibagi menjadi 3 kategori:
1. kimia; 2. fisik;
3. panas bumi
Keausan normal adalah perubahan ukuran yang terjadi dalam waktu singkat karena pemasangan, pengoperasian, dan pemeliharaan yang tidak tepat.
Keausan kimiawi - terdiri dari pembentukan lapisan oksida tertipis di permukaan bagian, diikuti dengan pengelupasan lapisan ini. Kerusakan yang sedang berlangsung disertai dengan munculnya karat, korosi logam.
Keausan fisik - alasannya mungkin:
Beban yang signifikan;
Gesekan permukaan;
Tindakan abrasif dan mekanis.
Dan pada saat yang sama, detailnya muncul:
Microcracks;
Retak;
Permukaan logam menjadi kasar.
Keausan fisik adalah:
Cacar; - kelelahan; - abrasif;
Keausan termal - ditandai dengan munculnya dan penghancuran selanjutnya dari ikatan molekul di dalam logam. Terjadi karena suhu tinggi atau rendah.
Penyebab yang mempengaruhi keausan:
1. Kualitas bahan bagian.
Biasanya, untuk sebagian besar bagian, semakin keras permukaannya, semakin tinggi ketahanan ausnya, tetapi tingkat kekerasannya tidak selalu berbanding lurus dengan ketahanan aus.
Bahan dengan kekerasan hanya tinggi memiliki ketahanan aus yang tinggi. Namun, ini meningkatkan kemungkinan munculnya goresan dan pemisahan partikel material. Oleh karena itu, bagian tersebut harus memiliki viskositas yang tinggi, yang mencegah pemisahan partikel. Jika dua bagian yang terbuat dari bahan homogen mengalami gesekan, maka, dengan peningkatan koefisien gesekan, mereka cepat aus, oleh karena itu, bagian yang lebih mahal dan sulit diganti harus dibuat dari bahan yang lebih keras, berkualitas lebih tinggi dan mahal, dan bagian sederhana yang lebih murah harus dibuat dari bahan dengan koefisien gesekan rendah.
2. Kualitas perawatan permukaan bagian.
Ada tiga periode keausan untuk bagian tersebut:
Periode berjalan awal ditandai dengan peningkatan cepat dalam celah sendi yang dapat digerakkan; - periode keausan kondisi-mapan - ada keausan yang lambat dan bertahap;
Periode keausan yang cepat dan progresif - disebabkan oleh peningkatan jarak bebas yang signifikan dan perubahan bentuk geometris bagian.
Untuk meningkatkan masa pakai suku cadang, Anda harus:
Untuk mempersingkat periode pertama sebanyak mungkin dengan pemesinan suku cadang yang sangat tepat dan bersih;
Tingkatkan periode kedua sebanyak mungkin;
Cegah periode ketiga.
3. Pelumasan.
Lapisan pelumas yang dimasukkan di antara bagian gosok, masuk, mengisi semua kekasaran dan ketidakrataan dan mengurangi gesekan dan keausan berkali-kali.
4. Kecepatan pergerakan bagian dan tekanan spesifik.
Berdasarkan data eksperimen, telah ditetapkan bahwa pada beban spesifik normal dan kecepatan 0,05 hingga 0,7, lapisan oli tidak pecah dan bagian tersebut bekerja untuk waktu yang lama. Jika beban dinaikkan, keausan bagian tersebut akan meningkat berkali-kali lipat.
5. Pelanggaran kekakuan di bagian stasioner.
6. Pelanggaran pendaratan.
7. Pelanggaran interposisi bagian pada pasangan.
mehanik-ua.ru
Jenis utama dari peralatan yang dipakai: definisi, alasan, metode akuntansi
Selama pengoperasian peralatan produksi, proses terjadi terkait dengan penurunan bertahap dalam kinerjanya dan perubahan sifat suku cadang dan rakitan. Akumulasi, mereka dapat menyebabkan berhenti total dan kerusakan serius. Untuk menghindari konsekuensi ekonomi negatif, perusahaan mengatur proses manajemen keausan dan pembaruan aset tetap tepat waktu.
Penentuan keausan
Penyusutan, atau penuaan, adalah penurunan bertahap dalam karakteristik kinerja produk, rakitan, atau peralatan sebagai akibat dari perubahan bentuk, ukuran, atau sifat fisik dan kimianya. Perubahan ini terjadi secara bertahap dan terakumulasi selama pengoperasian. Ada banyak faktor yang menentukan laju penuaan. Berdampak negatif:
- gesekan;
- beban mekanis statis, impuls, atau periodik;
- rezim suhu, terutama ekstrim.
Faktor-faktor berikut memperlambat penuaan:
- keputusan yang konstruktif;
- penggunaan pelumas modern dan berkualitas tinggi;
- kepatuhan dengan kondisi operasi;
- pemeliharaan tepat waktu, pemeliharaan preventif terjadwal.
Karena penurunan kinerja, nilai konsumen produk juga berkurang.
Jenis pakaian
Tingkat dan derajat keausan ditentukan oleh kondisi gesekan, beban, sifat material dan fitur desain produk.

Bergantung pada sifat pengaruh eksternal pada bahan produk, jenis pakaian utama berikut ini dibedakan:
- tampilan abrasif - kerusakan permukaan oleh partikel kecil dari bahan lain;
- kavitasi yang disebabkan oleh ledakan gelembung gas yang eksplosif dalam media cair;
- penampilan perekat;
- bentuk oksidatif yang disebabkan oleh reaksi kimia;
- penampilan termal;
- kelelahan karena perubahan struktural pada material.
Beberapa jenis penuaan dipecah menjadi subspesies, seperti penuaan abrasif.
Kasar
Ini terdiri dari penghancuran lapisan permukaan material selama kontak dengan partikel yang lebih keras dari bahan lain. Biasanya untuk mekanisme yang beroperasi dalam kondisi berdebu:
- peralatan pertambangan;
- transportasi, mekanisme pembangunan jalan;
- mesin perjanjian, peralatan perjanjian;
- konstruksi dan produksi bahan bangunan.

Anda dapat mengatasinya dengan menggunakan lapisan pengeras khusus untuk pasangan gosok, serta dengan mengganti pelumas tepat waktu.
Gas abrasif
Subtipe dari keausan abrasif ini berbeda dengan partikel abrasif padat yang bergerak dalam aliran gas. Bahan permukaan hancur, terlepas, berubah bentuk. Ditemukan pada peralatan seperti:
- garis pneumatik;
- bilah kipas dan pompa untuk memompa gas yang terkontaminasi;
- node instalasi domain;
- komponen mesin turbojet bahan bakar padat.
Seringkali, efek abrasif gas dikombinasikan dengan adanya suhu tinggi dan aliran plasma.
Unduh GOST 27674-88
Jet air
Dampaknya mirip dengan yang sebelumnya, tetapi peran pembawa abrasif dilakukan bukan oleh media gas, tetapi oleh aliran cairan.

Terkena efek seperti itu:
- sistem transportasi air;
- unit turbin HPP;
- komponen peralatan pelapisan awal;
- peralatan pertambangan yang digunakan untuk mencuci bijih.
Terkadang proses hidroabrasif diperburuk oleh paparan media cairan yang agresif.
Kavitasi
Penurunan tekanan dalam aliran cairan di sekitar struktur menyebabkan munculnya gelembung gas di zona penghalusan relatif dan keruntuhan eksplosif berikutnya dengan pembentukan gelombang kejut. Gelombang kejut ini merupakan faktor utama rusaknya kavitasi permukaan. Kerusakan seperti itu terjadi pada baling-baling kapal besar dan kecil, di turbin hidro dan peralatan teknologi. Situasi ini dapat diperumit oleh efek media cair agresif dan adanya suspensi abrasif di dalamnya.

Perekat
Dengan gesekan yang berkepanjangan, disertai dengan deformasi plastis pada partisipan dalam pasangan gosok, ada pendekatan periodik dari luas permukaan pada jarak yang memungkinkan gaya interaksi antar atom terwujud. Ini memulai interpenetrasi atom dari suatu zat ke dalam struktur kristal bagian lain. Terjadinya ikatan perekat yang berulang dan interupsi mereka menyebabkan pemisahan zona permukaan dari bagian tersebut. Pasangan gosok yang dibebani tunduk pada penuaan adhesi: bantalan, poros, gandar, bushing geser.

Panas
Jenis penuaan termal terdiri dari penghancuran lapisan permukaan material atau dalam perubahan sifat lapisan dalam di bawah pengaruh pemanasan konstan atau periodik elemen struktur terhadap suhu plastik. Kerusakan diekspresikan dalam penghancuran, peleburan, dan pembentukan kembali bagian tersebut. Ini tipikal untuk unit alat berat yang bermuatan tinggi, gulungan rolling mills, mesin hot stamping. Itu juga dapat ditemukan di mekanisme lain ketika kondisi desain untuk pelumasan atau pendinginan dilanggar.
Lelah
Ini terkait dengan fenomena kelelahan logam di bawah beban mekanis variabel atau statis. Tegangan geser menyebabkan terjadinya retakan pada material bagian, menyebabkan penurunan kekuatan. Retakan di lapisan dekat permukaan tumbuh, bergabung dan mencegat satu sama lain. Hal ini menyebabkan erosi fragmen seperti skala kecil. Seiring waktu, keausan ini dapat merusak bagian tersebut. Itu ditemukan di node sistem transportasi, rel, roda, mesin pertambangan, struktur bangunan, dll.

Meresahkan
Fretting adalah fenomena fraktur mikro bagian-bagian yang bersentuhan dekat dalam kondisi getaran amplitudo rendah - dari seperseratus mikron. Beban semacam itu khas untuk paku keling, sambungan berulir, pena, splines, dan pin yang menghubungkan bagian-bagian mekanisme. Dengan meningkatnya penuaan fretting dan pelepasan partikel logam, yang terakhir bertindak sebagai abrasif, memperburuk proses.

Ada jenis penuaan spesifik lainnya yang kurang umum.
Jenis pakaian
Pengklasifikasian jenis keausan dari sudut pandang fenomena fisik yang menyebabkannya dalam mikrokosmos dilengkapi dengan sistematisasi sesuai dengan konsekuensi makroskopis bagi perekonomian dan subjeknya.
Dalam akuntansi dan analitik keuangan, konsep depresiasi, yang mencerminkan sisi fisik dari fenomena tersebut, berkaitan erat dengan konsep ekonomi depresiasi peralatan. Depresiasi berarti pengurangan biaya peralatan seiring bertambahnya usia, dan mengaitkan sebagian pengurangan ini dengan biaya produk yang diproduksi. Hal ini dilakukan untuk mengakumulasi dana pada rekening depresiasi khusus untuk pembelian peralatan baru atau perbaikan parsial.
Tergantung pada penyebab dan akibatnya, ada fisik, fungsional dan ekonomi.
Kerusakan fisik
Ini mengacu pada hilangnya langsung sifat desain dan karakteristik peralatan selama penggunaannya. Kerugian ini bisa lengkap atau sebagian. Jika terjadi keausan sebagian, peralatan menjalani perbaikan, mengembalikan properti dan karakteristik unit ke tingkat aslinya (atau lainnya, yang telah disepakati sebelumnya). Jika sudah benar-benar aus, peralatan dapat dihapus dan dibongkar.
Selain derajat, keausan fisik juga dibagi menjadi beberapa jenis:
- Pertama. Peralatan akan aus selama penggunaan yang direncanakan sesuai dengan semua aturan dan regulasi yang ditetapkan oleh pabrikan.
- Kedua. Perubahan properti disebabkan oleh penggunaan yang tidak tepat atau faktor force majeure.
- Keadaan darurat. Perubahan properti secara laten menyebabkan crash tiba-tiba.
Varietas yang terdaftar tidak hanya berlaku untuk peralatan secara keseluruhan, tetapi juga untuk masing-masing bagian dan rakitannya.
Jenis ini merupakan cerminan dari proses keusangan aset tetap. Proses ini terdiri dari penampilan di pasar dengan jenis yang sama, tetapi peralatan yang lebih produktif, ekonomis dan aman. Mesin atau instalasi secara fisik masih cukup berfungsi dan dapat menghasilkan produk, tetapi penggunaan teknologi baru atau model yang lebih maju yang muncul di pasaran membuat penggunaan yang sudah ketinggalan zaman tidak menguntungkan secara ekonomi. Pakaian fungsional bisa berupa:
- Sebagian. Mesin ini tidak menguntungkan untuk siklus produksi yang lengkap, tetapi sangat cocok untuk melakukan serangkaian operasi terbatas tertentu.
- Lengkap. Penggunaan apa pun mengakibatkan kerusakan. Unit tunduk pada penghapusan dan pembongkaran

Keausan fungsional juga dibagi lagi menurut faktor penyebabnya:
- Moral. Ketersediaan model yang identik secara teknologi tetapi lebih maju.
- Teknologi. Pengembangan teknologi yang secara fundamental baru untuk produksi jenis produk yang sama. Ini mengarah pada kebutuhan untuk merestrukturisasi seluruh rantai teknologi dengan pembaruan penuh atau sebagian dari komposisi aset tetap.
Dalam kasus teknologi baru, biasanya, komposisi peralatan berkurang, dan intensitas tenaga kerja berkurang.
Selain faktor fisik, sementara dan alam, faktor ekonomi juga mempunyai pengaruh tidak langsung terhadap keselamatan karakteristik peralatan:
- Turunnya permintaan barang manufaktur.
- Proses inflasi. Harga bahan baku, komponen dan tenaga kerja terus meningkat, pada saat yang sama tidak terjadi kenaikan harga yang proporsional untuk produk perusahaan.
- Tekanan harga pesaing.
- Kenaikan biaya layanan kredit yang digunakan untuk aktivitas operasi atau untuk pembaruan aset tetap.
- Fluktuasi harga non-inflasi di pasar komoditas.
- Pembatasan hukum atas penggunaan peralatan yang tidak memenuhi standar lingkungan.

Baik real estat dan kelompok produksi aset tetap tunduk pada penuaan ekonomi dan hilangnya kualitas konsumen. Setiap perusahaan memiliki daftar aset tetap, yang memperhitungkan depresiasi dan jalannya akumulasi depresiasi.
Alasan utama dan cara menentukan keausan
Untuk menentukan tingkat dan penyebab keausan, komisi atas aset tetap dibuat dan beroperasi di setiap perusahaan. Keausan peralatan ditentukan dengan salah satu cara berikut:
- Pengamatan. Termasuk inspeksi visual dan pengukuran dan kompleks pengujian.
- Dengan istilah operasi. Ini didefinisikan sebagai rasio periode penggunaan aktual dengan yang normatif. Nilai rasio ini diambil sebagai jumlah keausan dalam persentase.
- penilaian terintegrasi dari keadaan objek dilakukan dengan menggunakan metrik dan skala khusus.
- Pengukuran langsung dalam uang. Biaya perolehan unit properti, pabrik dan peralatan baru yang serupa dibandingkan dengan biaya perbaikan.
- profitabilitas untuk digunakan lebih lanjut. Penurunan pendapatan diperkirakan, dengan mempertimbangkan semua biaya pemulihan properti dibandingkan dengan pendapatan teoretis.
Metode mana yang diterapkan dalam setiap kasus tertentu diputuskan oleh Komisi Aset Tetap, dipandu oleh dokumen peraturan dan ketersediaan informasi awal.
Metode akuntansi
Pemotongan penyusutan, yang dirancang untuk mengkompensasi proses penuaan peralatan, juga dapat ditentukan dengan menggunakan beberapa metode:
- perhitungan linier atau proporsional;
- metode keseimbangan yang semakin berkurang;
- dengan total periode penggunaan produksi;
- sesuai dengan volume produk yang diproduksi.
Pilihan metodologi dilakukan selama pembuatan atau reorganisasi mendalam perusahaan dan ditetapkan dalam kebijakan akuntansinya.
Pengoperasian peralatan sesuai dengan peraturan dan regulasi, pemotongan dana depresiasi yang tepat waktu dan memadai memungkinkan perusahaan untuk mempertahankan efisiensi teknologi dan ekonomi pada tingkat yang kompetitif dan menyenangkan konsumen mereka dengan barang-barang berkualitas dengan harga yang wajar.
Jika Anda menemukan kesalahan, pilih bagian teks dan tekan Ctrl + Enter.
stankiexpert.ru
Jenis cacat dan keausan suku cadang mobil
Seperti yang Anda ketahui, tidak ada yang kekal, sehingga seiring waktu, berbagai bagian mobil rusak dan harus diganti. Alasannya adalah keausan suku cadang atau cacatnya.
Semua cacat pada suku cadang otomotif dapat dibagi menjadi tiga kelompok: struktural, manufaktur, dan operasional. Cacat struktural adalah akibat dari kesalahan yang dibuat selama fase desain kendaraan. Cacat produksi adalah cacat akibat kesalahan dalam pembuatan atau perbaikan kendaraan. Adapun cacat operasional, timbul karena perawatan yang tidak tepat atau karena keausan normal.
Alasan keausan alami suku cadang adalah gesekan konstan antara permukaan yang berdekatan, serta kelelahan lapisan permukaan material. Keausan alami dibagi menjadi tiga jenis: mekanik, mekanik molekuler dan mekanik korosi.
Pada gilirannya, keausan mekanis mencakup kelompok keausan berikut.
Kehancuran rapuh. Merupakan ciri khas bagian-bagian yang mengalami beban kejut selama pengoperasian kendaraan. Secara khusus, fraktur getas melekat pada permukaan kerja kepala katup: di bawah pengaruh pegas yang kuat, mereka sering menyerang dan dengan kekuatan besar.
Deformasi plastik. Itu terjadi karena pengaruh beban yang signifikan pada bagian-bagiannya. Manifestasi dari deformasi plastis adalah ukuran bagiannya berubah, tetapi bobotnya tetap sama. Untuk membuatnya lebih jelas, bayangkan plastisin yang akrab sejak kecil: ketika Anda menghancurkannya, terjadi deformasi plastik. Sedangkan untuk mobil misalnya, lapisan antifriction pada plain bearing mengalami deformasi plastis.
Keausan abrasif. Ini muncul karena efek goresan atau gesekan dari partikel asing padat (debu, kotoran, produk aus - serbuk gergaji terkecil, serutan, dll.) Antara permukaan yang bersentuhan dan gesekan. Contoh paling umum dari keausan abrasif adalah keausan piston, silinder, dan bagian grup piston.
Kelelahan. Banyak orang yang akrab dengan konsep fisik seperti "kelelahan logam". Fenomena ini terjadi dengan tekanan yang lama dan kuat pada logam. Misalnya, kelelahan logam dapat diamati di rel kereta api, yang terus-menerus mengalami tekanan kuat dari kereta yang lewat. Fenomena inilah yang menyebabkan keausan suku cadang dan mekanisme pada mobil modern. Misalnya, bisa timbul dari gesekan guling; seringkali itu mempengaruhi gigi roda gigi, serta permukaan kerja bantalan gelinding.
Adapun keausan mekanis molekuler, ini muncul karena adhesi molekuler bahan dari mana permukaan gosok bagian yang bersentuhan dibuat. Misalnya, pada awalnya, dengan pergerakan relatif bagian-bagian, permukaannya mengalami keausan plastik, kemudian terjadi kontak lokal (dalam bahasa gaul pengemudi ini disebut "penyitaan") pada permukaan gosok. Akibatnya, terjadi kerusakan, yang disertai dengan pemisahan partikel logam atau daya rekatnya pada permukaan gosok. Biasanya, keausan mekanis molekuler terjadi selama fase break-in mobil baru. Konsekuensi dari keausan tersebut dapat berupa gangguan pada bagian dan mekanisme.
Nama keausan korosi-mekanis berbicara sendiri: ini menyiratkan kombinasi keausan mekanis dan korosi logam.
CATATAN Korosi adalah kerusakan logam yang disebabkan oleh efek negatif dari proses kimia atau elektrokimia di lingkungan. Pengaratan logam yang terkenal adalah salah satu jenis korosi yang paling umum. Jika semuanya kurang lebih jelas dengan korosi kimia (karat yang sama adalah hasil dari interaksi kimiawi air dan logam), maka tidak semua orang dapat membayangkan bagaimana korosi elektrokimia memanifestasikan dirinya. Pada artikel ini, kami tidak akan membahas detail ilmiah, tetapi hanya memberikan contoh: korosi elektrokimia atmosfer memiliki efek merusak pada bagian bawah mobil, bagian logam yang tidak dicat, pada permukaan bagian dalam sayap, dll. jenis dan derajat oksidasinya. Suku cadang mulai aus segera setelah dimulainya pengoperasian mobil baru, oleh karena itu, setelah jarak tempuh singkat, suku cadang tersebut memiliki semacam keausan. Namun, ini tidak berarti bahwa komponen tersebut perlu segera diganti: frekuensi penggantian suku cadang yang aus dan tingkat keausan yang diizinkan diatur oleh pabrikan. Keausan suku cadang yang tidak memerlukan penggantian segera disebut dapat diterima.
TIPS Direkomendasikan untuk mengganti komponen bukan saat telah mencapai tingkat keausan maksimum yang diperbolehkan, tetapi sedikit lebih awal. Jika bagian tersebut sangat aus sehingga kondisi pengoperasian normal komponen, rakitan, dan mekanisme mobil dilanggar, itu disebut pembatasan. Dalam hal ini, dilarang mengoperasikan mobil sampai semua bagian yang aus diganti seluruhnya. Mengabaikan aturan ini menyebabkan tidak hanya hilangnya tenaga mesin, peningkatan konsumsi bahan bakar dan bahan habis pakai lainnya, tetapi juga berbahaya dari sudut pandang keselamatan lalu lintas. Ada kasus ketika, misalnya, bantalan hub yang benar-benar runtuh adalah penyebab roda mobil jatuh. Tidak perlu dikatakan lagi, konsekuensi bencana apa yang dapat ditimbulkan oleh kerusakan seperti itu saat mobil sedang bergerak!
www.gazu.ru
Jenis keausan suku cadang alat mesin | Keausan suku cadang mesin
Telah ditentukan bahwa untuk bagian perkakas mesin di zona kontak permukaannya, dua jenis interaksi utama dapat dibedakan: mekanis dan molekuler. Interaksi ini menyebabkan perubahan fisikokimia pada lapisan permukaan, yang selanjutnya menentukan berbagai jenis kerusakan permukaan bagian dan mekanisme peralatan mesin. Penghancuran ini menentukan keausan suku cadang, yang pada akhirnya menyebabkan kegagalan totalnya.
Berdasarkan jenis interaksi permukaan kawin dari bagian yang saling berhubungan dan jenis keausan yang sesuai, dalam praktiknya, beberapa jenis keausan dibedakan.
Keausan adhesi
Keausan mencengkeram terjadi saat gesekan geser dengan kecepatan gerakan permukaan gosok yang relatif rendah (kurang dari 1,0 m / dtk untuk baja) dan tekanan spesifik melebihi titik leleh material di area kontak aktual, dengan tidak adanya pelumas dan lapisan pelindung oksida. Koefisien gesekan perebutan mencapai 1,0-4,0. Jenis keausan ini sesuai dengan jenis permukaan bagian tertentu (Gbr. 5, a). Tampilan bagian-bagian dengan tanda-tanda yang disebut keausan oksidatif ditunjukkan pada Gambar. 5 B.
Keausan termal
Keausan termal timbul dari panas yang dihasilkan selama gesekan. Saat gesekan geser dengan kecepatan 3-4 m / s dan tekanan spesifik tinggi dalam volume mikroskopis aktif permukaan pasangan gosok, suhu tinggi muncul, yang menyebabkan perubahan struktur mikro pada lapisan permukaan. Fenomena ini mengurangi kekuatan permukaan, mendorong perkembangan adhesi kontak dari pasangan gosok dan penghancuran lapisan permukaan (Gbr. 5, c).
Gambar 5 - Jenis keausan suku cadang
Dengan peningkatan kecepatan gerakan relatif pasangan gosok, konsentrasi panas pada permukaan gesekan juga meningkat. Ini mengarah pada perubahan kualitatif pada logam di lapisan permukaan dan aktivasi proses keausan termal. Selain itu, jika tekanan spesifik pada permukaan gosok berubah, kedalaman lapisan aktif proses ini juga akan berubah. Dengan peningkatan kecepatan geser, koefisien gesekan pertama-tama meningkat, kemudian, setelah mencapai maksimumnya, koefisien gesekan secara bertahap menurun. Dengan gesekan kering baja pada baja, koefisien gesekan dengan adanya proses keausan termal berkisar antara 0,1 hingga 0,5.
Keausan cacar
Keausan runcing terjadi di beberapa bagian, gerakan timbal balik dari permukaan kawin yang ditandai dengan gesekan guling. Dengan keausan cacar, deformasi mikroplastik pada permukaan bagian terjadi dengan pengerasan lapisan permukaan. Mekanisme proses keausan dijelaskan dengan munculnya keadaan stres kompleks dari volume aktif logam pada permukaan gesekan dengan munculnya kelelahan pada beban bolak-balik yang berulang, yang menyebabkan logam mengalir di lapisan permukaan.
Keausan abrasif
Keausan abrasif terjadi sebagai akibat dari goresan partikel padat yang terperangkap di antara permukaan gesekan. Partikel-partikel ini, secara acak diorientasikan oleh tepi tajam relatif terhadap permukaan keausan, memotong logam, merusak bentuknya, meninggalkan bekas dalam bentuk goresan.
Proses keausan abrasif dicirikan oleh tiga jenis aksi partikel padat pada permukaan kawin:
- dampak permukaan perkawinan dengan partikel padat milik salah satu bagian kerja;
- dampak partikel asing pada salah satu bagian kerja;
- dampak partikel asing pada kedua bagian kerja di area kontaknya.
Dalam praktiknya, keausan komponen dan mekanisme peralatan mesin terjadi, sebagai suatu peraturan, selama berlangsungnya berbagai proses keausan. Perubahan kondisi pengoperasian nada atau bagian lain atau ketetapan kondisi ini hanya mengarah pada fakta bahwa beberapa proses keausan menjadi dominan dan menentukan hilangnya kinerja suku cadang.
www.metalcutting.ru
|
Konsep keausan, jenis pakaian yang utama Karakteristik perekat dan keausan abrasif Keausan abrasif terjadi ketika partikel abrasif padat masuk di antara permukaan gosok: pasir, produk aus, oksida dari berbagai bahan. Untuk jenis karakter ini, tingkat keausan yang tinggi dari permukaan perkawinan bagian-bagian, adanya tanda pada mereka, ketidakteraturan yang muncul selama pergerakan bersama bagian-bagian, akibatnya tonjolan mikroskopis bersentuhan satu sama lain dan menghalangi gerakan. Keausan adhesi terjadi sebagai akibat dari aksi tekanan lokal yang tinggi, pengelasan kekasaran permukaan satu sama lain, deformasi plastis berikutnya yang timbul dari pergerakan relatifnya, penghancuran kekasaran adhesi lokal, pemindahan atau pemindahan logam. Dalam keausan abrasif, partikel dihilangkan dari permukaan sebagai akibat dari tindakan pemotongan atau goresan dari permukaan yang lebih keras yang bersentuhan atau partikel padat yang terperangkap di antara permukaan. Ketika kondisi untuk perekat dan keausan abrasif serta korosi muncul secara bersamaan, proses ini berinteraksi dan terjadi keausan korosif. Keausan korosi dan kelelahan permukaan Keausan mekanis, yang diperburuk oleh fenomena korosi, disebut keausan mekanis-korosi. Dengan kombinasi efek korosif dari sifat yang berbeda dengan jenis tekanan mekanis yang berbeda, berbagai jenis keausan mekanis-korosi juga dapat terjadi. Penghancuran bagian-bagian akibat korosi memanifestasikan dirinya dalam bentuk lapisan oksida, bintik-bintik, dan lubang. Keausan oksidatif. Selama keausan oksidatif, oksigen atmosfer, berinteraksi dengan logam, membentuk lapisan oksida di atasnya, yang sangat mempengaruhi proses gesekan dan keausan. Fretting - keausan korosif terjadi pada benda yang bersentuhan dengan gerakan getaran kecil. Jenis keausan ini terjadi pada permukaan jurnal untuk bantalan pin pivot, pada sambungan rangka yang dibaut, bodi dan bagian lain yang beroperasi di lingkungan korosif. dan penghancuran bagian. Kelelahan material terjadi di beberapa bagian seperti bantalan gelinding, pegas daun, pegas, dll. Tanda-tanda utama batas keausan Batas keausan bagian adalah keausan yang tidak memungkinkan pengoperasian normal lebih lanjut dari antarmuka ini, karena kecelakaan dapat terjadi. Tanda-tanda utama terjadinya keausan ekstrim pada suku cadang adalah ketukan, kesulitan start, mesin terlalu panas, konsumsi bahan bakar dan oli meningkat, asap dari bak mesin dan penurunan tenaga. Kriteria teknis memungkinkan untuk menentukan batas keausan suku cadang berdasarkan timbulnya keausan paksa yang tajam, peningkatan tajam dalam tingkat keausan, dan terjadinya kegagalan mendadak. Konsep keausan yang diizinkan dan batas Batas keausan bagian adalah keausan di mana pengoperasian normal lebih lanjut dari antarmuka ini tidak mungkin, karena kecelakaan dapat terjadi Keausan yang dapat diterima dari suatu bagian adalah keausan yang membuat antarmuka ini dapat bekerja secara normal untuk seluruh periode perbaikan. Akurasi produk. Kesalahan desain dan manufaktur Akurasi produk adalah tingkat kesesuaian produk yang diproduksi (suku cadang, rakitan, mesin, perangkat) dengan parameter yang telah ditentukan yang ditetapkan oleh gambar, spesifikasi teknis, dan standar. Kesalahan pengukuran - perkiraan penyimpangan nilai kuantitas yang diukur dari nilai sebenarnya. Kesalahan pengukuran merupakan karakteristik (ukuran) dari akurasi pengukuran. Kesalahan hasil pengukuran adalah angka yang menunjukkan kemungkinan batas ketidakpastian dari nilai yang diperoleh dari kuantitas yang diukur. Karena tidak mungkin untuk mengetahui dengan keakuratan absolut nilai sebenarnya dari suatu kuantitas, tidak mungkin untuk menunjukkan penyimpangan nilai yang terukur dari yang sebenarnya. Semua kesalahan produksi adalah penyebab kesalahan dalam peralatan teknologi, peralatan, penyimpangan parameter bahan yang digunakan, dll. Kesalahan dibagi menjadi sistematis dan acak. Yang sistematis disebabkan oleh heterogenitas bahan baku dari batch ke batch, kesalahan peralatan atau peralatan, kesalahan metodis (metode perakitan, metode penyesuaian, pilihan alat ukur, ketidakakuratan peralatan dan perkakas manufaktur), deformasi dan keausan peralatan, perubahan kuasi-statis, suhu dan pengaruh lainnya. Kesalahan acak disebabkan oleh sifat material yang tidak homogen dalam bets, perubahan sifat ERE, fluktuasi mode teknologi, termasuk. karena efek suhu dinamis, kesalahan personel yang bekerja. Mempersiapkan mobil untuk diperbaiki Mobil yang akan diperbaiki dikeluarkan dari armada kerja dan dikirim ke tempat perbaikan. Persiapan perbaikan mobil terdiri dari pembersihan, pencucian, serta penentuan sifat dan volume pekerjaan perbaikan. Setibanya di bengkel mobil, mobil diambil dari pelanggan oleh pegawai biro (departemen) untuk menentukan besaran perbaikan. Di depo gerbong, mobil diambil dari dasar lumpur oleh seorang mandor yang ditugaskan untuk keperluan ini di bawah bimbingan mandor depo. Saat gerbong diterima di pabrik, keberadaan, kelengkapan, dan kondisi teknis komponennya diperiksa. Berdasarkan pemeriksaan eksternal, sertifikat penerimaan dibuat, di mana bagian yang hilang, atipikal dan aus dicatat dan kerusakan darurat dicatat. Pemeriksaan yang lebih menyeluruh terhadap semua unit perakitan mobil, penentuan jumlah pekerjaan yang harus dilakukan, termasuk yang tambahan yang tidak diatur dalam manual perbaikan, dilakukan dalam proses pembongkaran dan perbaikan mobil. Pada saat yang sama, mereka membuat daftar perbaikan khusus untuk unit perakitan, set peralatan kereta dan pekerjaan individu (pengelasan listrik dan gas, pengecatan). Suatu tindakan dibuat untuk pekerjaan tambahan yang teridentifikasi dan untuk pekerjaan modernisasi mobil, yang disetujui oleh pelanggan. Pembersihan mobil multi-tahap merupakan elemen penting dari budaya produksi setiap perusahaan perbaikan mobil. Ini memberikan kondisi kerja normal di lokasi produksi perusahaan reparasi mobil pada tingkat persyaratan sanitasi dan higienis modern dan menciptakan sikap psikofisiologis yang positif. Tanpa pembersihan yang benar, tidak mungkin untuk memeriksa suku cadang dengan benar untuk mengidentifikasi kerusakan atau menentukan tingkat keausan, untuk memastikan kemungkinan perbaikan suku cadang atau kebutuhan untuk menggantinya. Pembersihan permukaan adalah menghilangkan endapan (kotoran) berbahaya atau tidak diinginkan, yang berbeda sifat dan sifatnya. Dengan menghilangkan endapan korosi, ini mencegah perkembangan korosi lebih lanjut dan menciptakan kondisi untuk pemulihan lapisan pelindung berkualitas tinggi. Melindungi cat dari penuaan dini. Menciptakan kembali kualitas estetika dan higienis permukaan Setelah dibersihkan, mobil dikirim untuk dibongkar. Jumlah pekerjaan pembongkaran tergantung pada jenis perbaikan mobil dan ditentukan oleh manual perbaikan dan ketentuan teknis, pedoman dan instruksi. Bagian-bagian mobil yang bertanggung jawab, terutama yang menjadi sandaran keselamatan lalu lintas kereta, harus dibongkar, dibongkar, diperiksa dengan cermat dan diperbaiki selama perbaikan besar dan depo. Bagian-bagian tersebut meliputi: bogies, wheelets, kotak poros, perangkat rem., Peredam getaran, penggandeng otomatis, beberapa peralatan listrik. Urutan pembongkaran dan kemungkinan pelaksanaan paralel dari operasi pembongkaran ditentukan oleh proses teknologi. Unit perakitan dan suku cadang individu diperbolehkan untuk dibongkar di posisi perbaikan lokasi produksi perakitan gerobak.Pengujian non-destruktif dari blanko, suku cadang dan struktur selama pembuatan dan pengoperasian mesin dan struktur sangat penting untuk menentukan kondisi kualitasnya dan memungkinkan, selain mendeteksi berbagai cacat, untuk membangun struktur logam, lapisan, dll. Pengujian objek yang tidak merusak untuk mendeteksi cacat disebut deteksi cacat. Perangkat untuk mendeteksi cacat (retakan, delaminasi, dll.) Pada bahan dan produk dengan metode pengujian non-destruktif disebut detektor cacat. Perbaikan badan mobil gondola Alasan utama tidak cukupnya keselamatan karoseri gondola dalam pengoperasiannya adalah operasi bongkar muat yang intensif dengan penggunaan mekanisme yang secara struktural tidak sesuai dengan kondisi interaksinya dengan rolling stock, pelanggaran teknologi pekerjaan kargo, serta penyimpangan dalam pekerjaan operasional. Perombakan bodi mobil gondola di VRZ dilakukan pada jalur mekanik aliran dalam tiga tahap: pada tahap pertama, pembongkaran dan pencucian awal dilakukan, pada tahap kedua, pelurusan dan penghapusan elemen yang tidak dapat digunakan dan tahap ketiga - pekerjaan perakitan mobil. Seluruh pekerjaan yang benar dilakukan dengan menggunakan mesin perbaikan bergerak. Lendutan lokal dari saluran pengikat atas lebih dari 10 mm diluruskan dengan penghilangan penguatan pengikat atas.Retak atau putusnya pengikat atas diperbolehkan untuk diperbaiki dengan pengelasan dengan penguatan selanjutnya dari zona ini dengan dua pelat sudut eksternal. Saat mengganti bagian harness atas yang tidak dapat digunakan, tidak boleh lebih dari satu sambungan di area antara tiang yang berdekatan. Saat memperbaiki pilar, diperbolehkan meninggalkan penyok lokal di pilar berpenampang kotak hingga kedalaman 30 mm jika tidak ada retakan. Biasanya, penyok ini ditutup dengan sisipan las perimeter. Salah satu kerusakan berikut yang muncul pada bagian palung penyangga - retakan, retakan lebih dari 50% dari bagian, korosi lebih dari 30% dari ketebalan atau potongan bawah rak lebih dari 20 mm ketika area yang rusak terletak pada jarak kurang dari 300 mm dari tepi atas trim bodi bawah, diperbolehkan untuk memperbaiki rak dengan memotong area rak yang rusak hingga ketinggian setidaknya 300 mm dari pengikat bawah dengan pengaturan dan pengelasan bagian baru rak. Dalam hal ini, pengelasan butt diperkuat dengan pelat tebal b mm yang dilas di sekelilingnya. Tidak diperbolehkan membongkar dua rak rusak yang berdekatan menggunakan metode ini - salah satu rak harus diganti dengan yang baru. Jika terjadi deformasi penyangga, pelebaran atau penyempitan total bodi di bagian tengah gondola diperbolehkan hingga 30 mm, dan satu dinding - hingga 15 mm. Di penampang tiang sudut, pelebaran atau penyempitan diperbolehkan hingga 10 mm. Selubung logam, yang memiliki penyok lokal lebih dari 15 mm, diluruskan. Jika ada retakan pada kulit hingga 100 mm, mereka dihilangkan dengan pengelasan tanpa memasang lapisan penguat. Retakan yang lebih panjang dari 100 mm diperbaiki dengan mengelas dengan lapisan penguat setebal 4 mm di bagian dalam bodi dan mengelasnya di sekeliling. Lapisan penutup harus menutupi celah setidaknya 30 mm di setiap sisi. Dalam satu rentang antara hak atas, diperbolehkan untuk memperbaiki tidak lebih dari dua retakan dengan jarak di antara keduanya setidaknya 1000 mm. Dalam hal ini, diperbolehkan untuk memperbaiki dua retakan dengan satu tambalan, yang luasnya tidak melebihi 0,3 m3. Ketika lubang terbentuk di selubung logam tepi, itu diluruskan dan bantalan penguat dipasang di bagian dalam tubuh, dengan pengelasan terus menerus di sekeliling perimeter dari luar, dan dengan pengelasan intermiten di bagian dalam. Retakan radial dari lubang tidak diperbolehkan dan saat memperbaiki kulit, tepi lubang yang robek dengan retakan harus dipotong. Dalam satu rentang antara tiang, diperbolehkan untuk menghilangkan tidak lebih dari dua lubang dengan luas total hingga 0,3 m2. Jika terjadi kerusakan akibat korosi pada kelongsong lebih dari 30% dari ketebalan lembaran, kelongsong diperbaiki dengan memasang lapisan tebal 4 mm. Juga diperbolehkan untuk mengganti bagian kulit dengan lebar hingga 400 mm pada seluruh panjang antara tiang yang berdekatan atau sepanjang panjang mobil dengan lokasi sambungan pada tiang. Alasan utama kurangnya keamanan bodi mobil gondola dalam operasi adalah operasi bongkar muat intensif dengan menggunakan mekanisme yang secara struktural tidak sesuai dengan kondisi interaksinya dengan rolling stock, pelanggaran teknologi pekerjaan kargo, serta penyimpangan dalam pekerjaan operasional. Untuk mencegah kerusakan ini, aturan pemuatan diatur, yang menurutnya berat kargo yang dibuang secara bersamaan dari ember ke satu penutup palka tidak boleh melebihi 5 ton.Kargo dapat diturunkan hingga 7 ton dalam kondisi pengisian awal pada penutup palka dengan lapisan kargo berukuran kecil dengan ketebalan minimal 300 mm. Kerusakan parsial penutup palka bongkar muat dan pintu akhir gondola adalah: tonjolan, defleksi, lubang dan retakan, serta keausan mekanisme pengunciannya. Cembung dan defleksi penutup lubang got lebih dari 25 mm dihilangkan dengan meluruskan alat pengepres. Ketebalan logam penutup lubang got di tempat-tempat di mana lapisan las bertumpuk harus paling sedikit 4 mm. Selama depot dan perbaikan mobil saat ini di penutup palka, diperbolehkan untuk mengelas cacat pada lapisan yang dilas tanpa melepas dari gondola, dan tidak lebih dari dua retakan dengan panjang hingga 100 mm. Bagian yang aus dari mekanisme penguncian dipulihkan dengan permukaan. Untuk menghilangkan celah lokal antara tutup palka dan bidang kontaknya, tempat yang sesuai diluruskan atau tidak lebih dari dua strip dengan panjang total hingga 12 mm dilas ke rak horizontal dari kotak pengunci. Perbaikan boiler tangki Sebelum dikirim untuk diperbaiki, boiler tangki harus dikukus, dicuci. dibersihkan bagian dalam dan luar, serta degassed dan diuji untuk keamanan ledakan. Persiapan tangki khusus untuk perbaikan dilakukan oleh perusahaan yang mengoperasikannya, dan tangki untuk produk minyak disiapkan untuk memuat. Dalam semua jenis perbaikan boiler tangki empat gandar, retak diperbolehkan untuk mengelas, terlepas dari tempat pembentukannya, dalam jumlah tidak lebih dari satu per 1 m2, serta retakan pada sambungan las dari lembaran longitudinal dan melingkar. Jika retakan berada di bawah kaki yang berbentuk, maka pengelasannya dilakukan dengan memotong kaki yang berbentuk tersebut. Retakan yang lewat dari tutup ke tangki tangki diperbaiki dengan pengelasan setelah dipotong di kedua sisi dan setelah tutup lasan jatuh pada jarak 50 mm di kedua sisi retakan. Perbaikan lubang dilakukan dengan memotong bagian yang rusak dan memasang sisipan bulat dengan diameter 15 cm, dan untuk lubang besar diperbolehkan sisipan elips atau persegi panjang. Ketebalan logam sisipan harus sesuai dengan ketebalan boiler di tempat perbaikan. Ketebalan logam boiler yang tersisa ditentukan oleh pengukur ketebalan ultrasonik jenis KVARTs-15 dan UT-93P. Area yang terkena korosi hingga kedalaman 50% atau lebih dari ketebalan nominal, dan lebih dari 30% di pelat baja di titik-titik pendukung, dilepas dan diperbaiki dengan mengelas bagian pelat bawah atau longitudinal. Dengan luas area kecil yang terkena korosi, diperbolehkan untuk melakukan perbaikan dengan menempatkan dua sisipan pada cangkang dengan luas 1,5 m2, serta menempatkan sisipan dengan luas total hingga m2 pada setiap dasar boiler. Retakan pada boiler dari tangki delapan poros hingga panjang 500 mm dapat dilas tanpa penguat lapisan. Jika jumlah cacat pada cangkang dan bagian bawah melebihi dimensi yang diizinkan, elemen yang rusak diganti. Pada rangka, pengelasan retakan diperbolehkan dengan pengaturan pelat penguat setebal 8-10 mm, menutupi retakan setidaknya 100 mm. Perangkat drainase dan katup pengaman dibongkar, suku cadang yang rusak diperiksa dan diganti, dan setelah perakitan, mereka diuji untuk tekanan yang sesuai. Selama overhaul tangki, semua gasket karet perangkat drain diganti dengan yang baru. Saat memperbaiki klem penjepit, diperbolehkan ke bagian sabuk yang retak atau terkena korosi, untuk memperbaiki dengan sisipan pengelasan dengan panjang minimal 200 mm, dan juga untuk mengelas baut ke sabuk yang memiliki bagian persegi panjang di lokasi pengelasan. Mereka mengidentifikasi dan menghilangkan semua kesalahan pada penyangga ketel, di platform, tangga, penutup kap dan unit lainnya. Lapisan pengelasan boiler, klem penjepit, sekrup batang perangkat saluran pembuangan dan pengencangan kaki berbentuk ke boiler tunduk pada pengujian non-destruktif selama perbaikan terjadwal. Boiler yang diperbaiki diuji kekencangannya: setelah perbaikan depot - dengan udara pada tekanan 0,05 MPa (0,5 kgf / cm2) dengan mencuci semua tempat di mana kebocoran dapat terbentuk; setelah perbaikan - dengan air di bawah tekanan 0,2 MPa (2 kgf / cm2). Tidak ada penurunan tekanan udara atau kebocoran cairan yang diperbolehkan. Pengujian dilakukan selama 15 menit. Untuk memeriksa kemudahan servis perangkat pembuangan, tangki berada di bawah tekanan selama 10 menit dengan bagian bawah terbuka (steker) perangkat pembuangan dan selama 5 menit - dengan katup terbuka sebagian dengan sumbat tertutup. Boiler tangki setelah diperbaiki dengan pengelasan hanya tunduk pada uji hidrolik. Bahan apa: Guling KVZ-TsNII terbuat dari bahan St 3sp; Bantalan kaki St 3sp; Peredam hidrolik: batang-St5, kepala batang-St5, usaha patungan baut-St 3; Shpinton-St 25L; Bingkai samping-St 20GL; Mendukung 18-100 St 20 GFL; Menyamping dari St 3; Batang gesekan St 25L; Kotak poros (St 15L, 20L, 25L): Kencangkan penutup-St 25L; Bodi autocoupling (St 15L, 20GL, 20GFL): Fuse St 5i St PZFL, Angkat (St 15L, 20L, 20GFL), roller angkat (St 20GFL, 20GL) Konsep keausan, jenis pakaian yang utama Keausan adalah proses mengubah dimensi permukaan suatu bagian secara bertahap selama gesekan, yaitu perbedaan antara keadaan awal dan akhir permukaannya. Keausan adalah proses perubahan bertahap dalam ukuran tubuh selama gesekan, yang memanifestasikan dirinya dalam pemisahan dari permukaan gesekan material dan (atau) deformasi permanennya. Keausan linier adalah keausan yang ditentukan oleh penurunan ukuran sepanjang normal terhadap permukaan gesekan. Tingkat keausan adalah rasio nilai keausan. pada saat itu muncul. Ada jenis keausan berikut, tergantung pada kondisi gesekannya: mekanis - abrasif, hidroabrasif, abrasif gas, kelelahan, erosi, kavitasi, molekuler - mekanis; korosif - mekanis - oksidatif, oksidatif - mekanis Keausan yang diperbolehkan disebut keausan dimana bagian kawin atau salah satunya masih dapat bekerja normal hingga perbaikan berikutnya. Batas keausan - di mana pekerjaan lebih lanjut dapat menyebabkan kerusakan pada bagian tersebut. |
infopedia.su
Keausan suku cadang dan metode pemulihannya
Keausan suku cadang dapat bersifat mekanis (termasuk abrasif dan kelelahan), mekanis-molekuler dan mekanis-korosi. Dalam kasus keausan mekanis (pasangan poros - bantalan, alas - meja, piston - silinder; bagian poros, gigi roda gigi, pegas, dll.) Untuk menguranginya, diperlukan pelumasan secara teratur, penggunaan bahan tahan aus dalam struktur, pengerasan permukaan, pengurangan kekasaran permukaan mesin, pengoperasian peralatan yang benar. Untuk mengurangi keausan molekuler-mekanis (roda gigi dan pasangan sekrup, bantalan) pada tekanan spesifik yang signifikan, diperlukan pelumasan yang teratur dan berlimpah serta penurunan tekanan spesifik. Keausan mekanis-korosi (jurnal poros dan gandar, bantalan gelinding) dikurangi dengan pelumasan rutin pada permukaan yang tidak berfungsi, menggunakan bahan dan pelapis tahan korosi.Sebagai akibat dari keausan, dimensi dan bentuk bagian berubah, celah pada pasangan bagian yang bergerak meningkat, kekencangan bagian yang tidak bergerak terganggu. Keausan yang membatasi suatu bagian terjadi jika tidak mungkin untuk digunakan lebih lanjut karena kerusakan unit atau mesin dan kemungkinan kecelakaan. Keausan suku cadang yang diizinkan mengasumsikan kemungkinan pemasangannya di mesin tanpa perbaikan dan pengoperasian yang memuaskan selama periode perbaikan yang akan datang.
Keausan bagian dapat ditentukan dengan kriteria berikut: 1. deteksi cacat (retakan, alur, torehan, penyok) dan perubahan bentuk bagian selama pemeriksaan eksternalnya; 2. perubahan sifat suara yang dipancarkan oleh transmisi, bantalan, koneksi; 3. penilaian kualitas dan bentuk permukaan yang diproses pada mesin; 4. peningkatan serangan balik dari pegangan; 5. bagian pemanas; 6. penurunan tekanan dalam sistem hidrolik atau pneumatik.
Jumlah keausan dapat ditentukan dengan salah satu metode berikut: 1. dengan mikrometri - dengan mengubah dimensi bagian, dipasang menggunakan alat ukur universal; 2. dengan metode basa buatan - dengan mengubah ukuran alur yang diaplikasikan dengan alat berlian atau karbida pada permukaan kerja bagian tersebut; 3. metode penilaian tidak langsung - dengan mengubah karakteristik operasional antarmuka atau node (serangan balik, suhu, tingkat kebisingan, dan tekanan).
Penyesuaian peralatan dan pemeliharaan preventif
Untuk mengontrol keausan suku cadang dan menghilangkan konsekuensinya secara tepat waktu selama pengoperasian peralatan, penyesuaian dan pemeliharaan preventif dilakukan. Mereka dilakukan sebagai layanan turnaround oleh pekerja produksi sendiri dan personel yang bertugas dari layanan perbaikan (reparasi, pelana, pelumas, ahli listrik), berdasarkan hasil inspeksi berkala, pemeriksaan akurasi geometris dan kinematik peralatan, pengujian dalam operasi, serta atas permintaan personel servis atau layanan dari departemen kontrol teknis. Pemeliharaan overhaul dilakukan, sebagai suatu peraturan, tanpa waktu henti peralatan, pada waktu makan siang dan waktu istirahat lainnya dalam pekerjaan. Kompleks pekerjaan pada penyesuaian peralatan meliputi penghapusan ketukan, celah dan serangan balik pada roda gigi dan sambungan, pengencangan wedges dan strip penjepit, penyetelan kopling, rem, pegas, ketegangan sabuk dan rantai, penyegelan bagian sistem hidrolik dan pneumatik, pemeriksaan pengoperasian sistem pelumasan, sistem pendingin , jaringan penerangan, sakelar dan sakelar. Selama pemeliharaan preventif overhaul, suku cadang yang aus diganti - sabuk, kunci, pengencang, kampas rem, pin, bushing, pawl, dll. Pekerjaan penyetelan dan pemeliharaan preventif peralatan oleh teknisi dilakukan dengan partisipasi pekerja produksi. Lihat juga:www.webrarium.ru
| MobilAstronomiBiologiGeografiRumah dan TamanBahasa LainLainInformatikaSejarahBudayaLiteraturLogikaMatematikaMedikMetalurgiMekanikPendidikanKeselamatan | ⇐ SebelumnyaHalaman 4 dari 5Berikutnya ⇒ Ketebalan lapisan aus (dalam mikron) permukaan kerja dapat berfungsi sebagai ukuran keausan fisik suatu bagian di bawah aksi gesekan. Itu tergantung pada durasi operasi dan faktor-faktor seperti bahan komponen, kualitas perawatan permukaan, jenis pelumas. Ditemukan bahwa keausan fisik dari masing-masing bagian (rakitan) mesin di bawah aksi gesekan dicirikan oleh tiga tahap berturut-turut: keausan intensif selama periode berjalan, peningkatan keausan yang lebih lambat selama periode operasi normal, peningkatan keausan yang progresif setelah mencapai nilai tertentu. Keteraturan keausan fisik suku cadang, yang kerusakannya terjadi bukan karena pengaruh gesekan, tetapi karena alasan lain, misalnya, karena kelelahan, kurang dipelajari. Keteraturan keausan fisik mesin telah dipelajari bahkan lebih sedikit secara keseluruhan, tugas ini lebih rumit. Dalam kasus kedua, kehancuran akan terjadi ketika area bagian berbahaya berkurang hingga batas yang tidak dapat diterima. Biasanya, penurunan luas bagian berbahaya dikaitkan dengan ketahanan aus yang tidak memuaskan dari bahan yang dipilih, yaitu, meskipun karakteristik kekuatannya memuaskan, bahan ini harus diganti dengan bahan yang lebih tahan aus. Kasus kerusakan bagian-bagian mesin ini sering ditemukan pada unit yang bersentuhan dengan bahan abrasif, karena keausan abrasif adalah jenis keausan yang paling parah. Jenis kehancuran yang dianggap ada dua. Di satu sisi, ini adalah kegagalan bertahap, di sisi lain, ini adalah kegagalan mendadak yang diamati dalam kondisi tertentu. Jenis perusakan ini justru memperburuk istilah pertama rumus (3), meskipun jika belum terjadi kerusakan, akan ditentukan istilah kedua dari rumus yang sama. Dalam perang melawan keausan suku cadang mesin, tempat penting termasuk definisi jenis terkemuka keausan. Mengetahui jenis keausan, adalah mungkin untuk mengembangkan langkah-langkah yang wajar untuk menghilangkan keausan pada bagian-bagian mesin Untuk melindungi produk logam dari korosi, beri mereka penampilan yang indah dan tidak memudar, melindungi permukaan bagian gosok mesin dan perangkat dari keausan mekanis, memberikan permukaan produk dengan peningkatan konduktivitas listrik atau tertentu. 10 Metode perbaikan peralatan di perusahaan. Saat mengatur perbaikan, perbedaan dibuat antara metode perbaikan desentralisasi dan campuran. Dalam kasus metode terpusat, perbaikan dilakukan oleh kekuatan bengkel mekanis - pusat perbaikan perusahaan atau kontraktor. Metode terpusat digunakan dengan sejumlah besar peralatan dari jenis yang sama dan sejumlah besar peralatan dengan bobot rendah, nyaman untuk pembongkaran dan transportasi. Sentralisasi pekerjaan perbaikan memungkinkan untuk meningkatkan produktivitas tenaga kerja melalui spesialisasi subjek, ketika jenis peralatan tertentu diperbaiki di lokasi yang dilengkapi secara khusus, atau spesialisasi profesional, ketika pekerja dari satu spesialisasi melakukan jenis yang sama, pekerjaan yang terbatas pada peralatan dari berbagai jenis. Metode untuk memperbaiki peralatan, tergantung pada jenis, jenis dan jumlah peralatan, ukuran dan beratnya, kualifikasi dan peralatan tukang, metode perbaikan yang diterapkan di perusahaan, menggunakan berbagai metode perbaikan. Layanan perbaikan peralatan teknologi perusahaan pembuat mesin adalah kompleks subdivisi yang terlibat dalam pengawasan operasi dan perbaikan peralatan teknologi.Selama operasi, peralatan teknologi tunduk pada kerusakan fisik dan moral dan membutuhkan perawatan yang konstan. Pengoperasian peralatan dipulihkan dengan memperbaikinya. Selain itu, selama perbaikan, tidak hanya kondisi asli peralatan harus dipulihkan, tetapi juga perlu secara signifikan meningkatkan karakteristik teknis utamanya melalui modernisasi. Inti dari perbaikan ini adalah untuk mempertahankan dan memulihkan kinerja peralatan berkualitas tinggi dengan mengganti atau memulihkan suku cadang yang aus dan mekanisme penyesuaian. |
Pekerjaan Praktis No.1
"Belajar sendiri dan membuat catatan tentang topik:" Keausan suku cadang peralatan industri ""
Inti dari fenomena keausan
Masa pakai peralatan industri ditentukan oleh keausan suku cadangnya. - perubahan ukuran, bentuk, massa atau kondisi permukaannya karena keausan, yaitu deformasi permanen dari beban permanen atau karena kerusakan lapisan permukaan selama gesekan.
Tingkat keausan suku cadang peralatan bergantung pada banyak alasan:
Ø kondisi dan mode operasinya;
Ø dari bahan asal pembuatannya;
Ø sifat pelumasan permukaan gosok;
Ø upaya khusus dan kecepatan geser;
Ø suhu di area antarmuka;
Ø keadaan lingkungan (berdebu, dll.).
Tingkat keausan ditandai dengan satuan panjang, volume, massa, dll.
Tentukan keausan:
Ø dengan mengubah celah antara permukaan kawin bagian-bagian, \\
Ø kebocoran pada segel,
Ø penurunan akurasi pemrosesan produk, dll.
Pakaian yang dikenakan adalah:
ü normal dan
ü darurat.
Normal, atau natural, disebut keausan, yang terjadi selama operasi mesin yang benar namun berjangka panjang, yaitu, sebagai akibat dari penggunaan sumber daya tertentu dari pekerjaannya.
Darurat, atau progresif, disebut keausan yang terjadi dalam waktu singkat dan mencapai dimensi sedemikian rupa sehingga pengoperasian mesin lebih lanjut menjadi tidak mungkin.
Pada nilai perubahan tertentu akibat keausan, batas keausan, menyebabkan penurunan tajam dalam kinerja masing-masing bagian, mekanisme, dan mesin secara keseluruhan, yang memerlukan perbaikannya.
Tingkat keausan - itu adalah rasio nilai kuantitas yang mencirikan dengan interval waktu di mana mereka muncul.
Inti dari fenomena gesekan
Penyebab utama keausan suku cadang (terutama kawin dan gesekan satu sama lain saat bergerak) adalah gesekan.
Gesekan - proses resistensi terhadap perpindahan relatif yang timbul antara dua benda di zona kontak permukaannya di sepanjang garis singgung, disertai dengan disipasi energi, yaitu transformasinya menjadi panas.
Dalam kehidupan sehari-hari, gesekan menguntungkan sekaligus merugikan.
Manfaat terdiri dari fakta bahwa karena kekasaran semua benda tanpa kecuali, sebagai akibat dari gesekan di antara mereka, tidak terjadi pergeseran. Ini menjelaskan, misalnya, fakta bahwa kita dapat dengan bebas bergerak di tanah tanpa jatuh, benda-benda tidak terlepas dari tangan kita, paku dipegang kuat di dinding, kereta bergerak di atas rel, dll. Fenomena gesekan yang sama diamati dalam mekanisme mesin, yang pekerjaannya disertai dengan pergerakan bagian-bagian yang saling berinteraksi. Dalam hal ini, gesekan memberi hasil negatif - keausan permukaan kawin bagian. Oleh karena itu, gesekan dalam mekanisme (dengan pengecualian gesekan rem, sabuk penggerak, roda gigi gesekan) merupakan fenomena yang tidak diinginkan.
Jenis dan sifat keausan suku cadang
Jenis keausan dibedakan menurut jenis keausan yang ada -
Jenis pakaian:
Ø mekanis(abrasif, kelelahan ),
Ø korosifdan sebagainya.
Keausan mekanis adalah hasil dari gaya gesekan ketika satu bagian bergeser di atas bagian lain.
Dengan jenis keausan ini, terjadi abrasi (pemotongan) pada lapisan permukaan logam dan distorsi dimensi geometris dari bagian yang bekerja bersama. Keausan jenis ini paling sering terjadi selama pengoperasian bagian kawin yang umum seperti bantalan poros, meja alas, silinder piston, dll. Keausan juga muncul selama gesekan guling permukaan, karena gesekan geser pasti menyertai jenis gesekan ini, tetapi pada gesekan semacam ini. pakaian yang sangat sedikit.
Tingkat dan sifat keausan mekanis suku cadang bergantung pada banyak faktor:
Ø sifat fisik dan mekanik lapisan atas logam;
Ø Kondisi kerja dan sifat interaksi permukaan kawin; tekanan; kecepatan relatif gerakan;
Ø kondisi pelumasan untuk permukaan gosok;
Ø Tingkat kekasaran yang terakhir, dll.
Efek paling merusak pada bagian adalah keausan abrasif, yang diamati dalam kasus di mana permukaan gosok terkontaminasi dengan partikel abrasif dan logam kecil.
Biasanya, partikel semacam itu jatuh pada permukaan gesekan saat pemesinan menghasilkan blanko pada mesin, sebagai akibat dari keausan permukaan itu sendiri, debu, dll.
Mereka mempertahankan sifat pemotongannya untuk waktu yang lama, membentuk goresan, lecet pada permukaan bagian, dan juga, bercampur dengan kotoran, bertindak sebagai pasta abrasif, akibatnya terjadi gesekan dan keausan intensif pada permukaan kawin. Interaksi permukaan bagian tanpa gerakan relatif menyebabkan penghancuran logam, yang biasanya terjadi pada sambungan kunci, spline, ulir, dan lainnya.
Keausan mekanis juga dapat disebabkan oleh perawatan peralatan yang buruk, misalnya ketidakteraturan pasokan pelumas, kualitas perbaikan yang buruk dan ketidakpatuhan terhadap persyaratannya, kelebihan daya, dll.
Selama operasi, banyak bagian mesin (poros, gigi roda roda gigi, batang penghubung, pegas, bantalan) mengalami aksi beban dinamis variabel yang berkepanjangan, yang lebih berpengaruh negatif terhadap sifat kekuatan bagian daripada beban statis.
Kelelahan pakai adalah hasil dari aksi beban variabel pada bagian tersebut, menyebabkan kelelahan material bagian dan kehancurannya. Poros, pegas dan bagian lain hancur akibat kelelahan material pada penampang. Hal ini menghasilkan tipe rekahan yang khas dengan dua zona - zona retakan yang berkembang dan zona di mana rekahan terjadi. Permukaan zona pertama halus, dan yang kedua - dengan cangkang, dan terkadang granular.
Kerusakan fatik pada material suatu bagian tidak harus segera menyebabkan kegagalannya. Keretakan kelelahan, pengelupasan dan cacat lainnya juga dapat terjadi, yang, bagaimanapun, berbahaya, karena menyebabkan keausan yang cepat pada bagian dan mekanisme.
Untuk mencegah kegagalan fatik, penting untuk memilih bentuk penampang yang benar untuk bagian yang baru diproduksi atau diperbaiki: bagian tersebut tidak boleh mengalami transisi mendadak dari satu ukuran ke ukuran lainnya. Juga harus diingat bahwa permukaan akhir yang kasar, adanya tanda dan goresan dapat menyebabkan retak kelelahan.
Merebut keausanterjadi sebagai akibat dari adhesi ("pengikatan") dari satu permukaan ke permukaan lainnya.
Fenomena ini diamati dengan pelumasan yang tidak mencukupi, serta tekanan yang signifikan, di mana dua permukaan kawin berkumpul begitu erat sehingga gaya molekuler mulai bekerja di antara keduanya, yang menyebabkan kejang.
Keausan korosif adalah akibat keausan bagian-bagian mesin dan instalasi di bawah pengaruh langsung air, udara, bahan kimia, dan fluktuasi suhu. Misalnya, jika suhu udara di lingkungan industri tidak stabil, maka setiap kali naik, suhu
Angka: satu. Sifat keausan mekanis suku cadang:
sebuah - panduan tempat tidur dan meja, b - permukaan bagian dalam silinder,
di - piston, dD - poros, f, f - gigi roda, s - ulir sekrup dan mur,
dan- kopling gesekan cakram;
1 - meja, 2 - tempat tidur, 3 - rok, 4 - pelompat, 5 - bagian bawah, 6 - lubang,
7 - bantalan, 8 - jurnal poros, 9 - izin, 10 - sekrup, 11 - kacang;
DAN- tempat pakai, R - upaya akting
Di udara, uap air, yang kontak dengan bagian logam yang lebih dingin, diendapkan di atasnya dalam bentuk kondensat, yang menyebabkan korosi, yaitu kerusakan logam karena proses kimia dan elektrokimia yang berkembang di permukaannya. Di bawah pengaruh korosi, korosi dalam terbentuk pada bagian-bagiannya, permukaan menjadi seperti spons dan kehilangan kekuatan mekaniknya. Fenomena ini diamati, khususnya, di bagian pengepres hidraulik dan palu uap yang beroperasi di uap atau air.
Biasanya, keausan korosif disertai dengan keausan mekanis akibat perkawinan satu bagian dengan bagian lainnya. Dalam hal ini, yang disebut korosi mekanis terjadi, mis. rumit, pakai.