Jenis depresiasi aset tetap. Kerusakan fisik peralatan dan metode penentuannya Hasil dan konsekuensi keausan
Keausan adalah penghancuran permukaan secara bertahap dari material bagian, disertai dengan pemisahan partikel darinya, transfer partikel ke permukaan perkawinan bagian tersebut, serta perubahan kualitas permukaan - geometri dan sifatnya serta lapisan permukaan material.
Dalam praktiknya, memang ada normaldan bencanamemakai. Keausan normal dapat diperkirakan sebelumnya dan diperhitungkan saat merencanakan perbaikan, dan keausan yang parah membuat mesin tidak berfungsi secara tiba-tiba.
Penurunan besaran keausan normal dan kemungkinan keausan yang parah meningkatkan masa pakai alat berat secara keseluruhan, dan juga mengurangi biaya dan durasi perbaikannya.
Keausan terjadi karena efek mekanis, termal, kimia, dan listrik pada bahan tubuh penggosok yang bersentuhan dengan bahan, efek dari partikel padat bebas dari bahan lain atau lingkungan.
Keausan, serta gesekan, dikaitkan dengan fenomena yang kompleks dan kurang dipelajari di lapisan permukaan material.
Abrasi diamati dengan pergerakan relatif permukaan yang saling menekan. Sebagian dari energi gesekan dihabiskan untuk abrasi.
Proses abrasi dijelaskan oleh fenomena berikut:
- a) ketidakteraturan menonjol dari bagian yang bersentuhan selama gerakan saling menyentuh dan secara mekanis merobek partikel logam dari permukaan;
- b) permukaan mengalami kontak molekuler di area terpisah, seolah-olah dilas satu sama lain; dengan gerakan relatif lebih lanjut, titik las dihancurkan, disertai dengan lepasnya partikel yang menempel dari permukaan kawin;
- c) lapisan amorf dari permukaan yang aus pada titik-titik terpisah menjadi sangat panas dan melunak; dengan pergerakan relatif permukaan, partikel yang dilunakkan dipindahkan dari tempatnya ke jarak yang cukup jauh, mengeras di sepanjang jalan dan dipisahkan. Selama abrasi, kombinasi dari fenomena yang terdaftar dapat terjadi.
Keausan abrasif diamati ketika partikel kecil dengan kekerasan tinggi (roda gerinda abrasif, kerak, pasir, dll.) mengenai permukaan gesekan.
Kapan cairgesekan, partikel bebas yang memiliki dimensi kurang dari ketebalan lapisan oli memiliki efek yang relatif lemah pada keausan permukaan.
Kapan tidak cairgesekan, dan juga ketika ukuran partikel melebihi ketebalan lapisan minyak, akan terjadi keausan yang intens pada permukaan. Tanda keausan muncul sebagai alur longitudinal kecil.
Ketika satu permukaan gosok memiliki kekerasan yang rendah, permukaan lainnya akan mengalami keausan abrasif. Hal ini disebabkan oleh retensi yang lebih kuat dari partikel abrasif pada permukaan yang tidak terlalu keras karena fakta bahwa partikel yang berada di bawah tekanan eksternal semakin dalam ke permukaan yang tidak terlalu keras dan tertahan di dalamnya, dan oleh karena itu, pergerakan partikel abrasif pada permukaan yang lunak lebih sedikit daripada pada permukaan yang relatif keras.
Kejang permukaan diwujudkan dalam pembentukan cepat alur longitudinal dengan kedalaman yang cukup (hingga 1 mm dan lebih). Fenomena lecet pada sebagian besar mesin termasuk dalam kategori keausan katastropik. Proses scoring dijelaskan dengan adhesi permukaan gosok di tempat terpisah, menarik sejumlah besar logam dari satu permukaan dan munculnya penumpukan di sisi lain. Dengan pergerakan relatif permukaan lebih lanjut, penumpukan menyebabkan lecet dan kerusakan progresif lebih lanjut dari permukaan.
Risiko lecet lebih besar terjadi pada permukaan logam yang sama. Masuknya partikel abrasif dapat berfungsi sebagai penyebab lecet yang independen (dengan partikel yang cukup besar) atau berkontribusi pada awal proses yang dijelaskan di atas karena peningkatan tekanan spesifik pada titik yang terletak di depan butiran abrasif, di mana logam menonjol.
Kelelahan terkelupas terdiri dari pengelupasan partikel logam dari permukaan gesekan karena fenomena kelelahan pada beban yang berubah secara berkala. Fenomena keausan kelelahan biasanya diamati pada pasangan kinematik yang lebih tinggi, terutama dengan pelumasan yang berlebihan. Yang terakhir dijelaskan dengan memasukkan cairan ke dalam celah mikro di permukaan, yang berkontribusi pada penghancuran yang terakhir. Roboh , secara bertahap meningkat, diamati pada tekanan spesifik yang sangat tinggi atau pada permukaan yang tidak terpasang dengan baik, terpapar dan diproses yang belum mengalami pengerjaan awal.
Keausan korosif adalah hasil dari paparan bahan kimia atau listrik terhadap lingkungan; Intensitas korosi sangat dipengaruhi oleh pemanasan permukaan bagian, yang mempercepat proses keausan.
Faktor yang mempengaruhi keausan permukaan gosok:
- a) bahan permukaan gosok dan perlakuan panasnya;
- b) kualitas permukaan gesekan;
- c) tingkat kontaminasi tempat gesekan;
- d) sifat dan jenis pelumas;
- e) nilai tekanan spesifik;
- f) nilai pekerjaan gesekan tertentu;
- g) kecepatan.
Biasanya keausan logam diperoleh semakin sedikit, semakin tinggi kekerasannya. Oleh karena itu, untuk meningkatkan ketahanan aus, disarankan untuk menggunakan perlakuan panas pada permukaan baja dan bagian besi tuang, saturasi lapisan permukaan dengan zat yang sesuai (karburasi, nitridasi), serta pelapis permukaan dengan bahan tahan aus (misalnya kromium, paduan keras).
Jika perlu, untuk perlakuan panas pada setiap bagian baja besar dan bagian besi tuang,
pemanasan permukaan tempat yang diperlukan oleh arus frekuensi tinggi atau nyala gas, dan pelapisan paduan keras dilakukan dengan metode pemesinan pelepasan listrik.
2. Cara mengungkapkan jumlah keausan
Ketahanan aus adalah properti operasional atau servis dari material, bagian atau antarmuka (permukaan gesekan), oleh karena itu, keausan dapat diekspresikan dalam berbagai cara yang paling mendekati ciri tujuan servisnya. Dalam banyak kasus, paling mudah untuk mengekspresikan keausan dalam hal penurunan ukuran linier bodi ke arah normal ke permukaan (keausan linier). Jika keausan linier Δh telah terjadi pada jalur gesekan Δs selama waktu Δt, maka rasio Δh: Δs akan menjadi "laju keausan linier" atau "laju keausan linier", dan rasio Δh: Δt adalah "laju keausan linier".
3. Akuntansi run-in
Dalam semua proses gesekan dan keausan, berjalan masuk saat permulaan mesin adalah penting. Running-in adalah proses perubahan bertahap sebagai akibat keausan mikrogeometri awal (besar dan arahnya) dan perekatan timbal balik kedua permukaan bagian hingga kekasaran yang stabil dan kesesuaian yang konstan tercapai.
Dalam intensitas keausan pasangan suku cadang mesin, periode berjalan sering diamati sebuahditandai dengan peningkatan keausan dimensi dan operasi normal blebih tahan aus (Gbr. 3).
Angka: 3. a - berjalan-in; b - pekerjaan normal
Selama periode berjalan, tingkat keausan secara bertahap menurun. Bersamaan dengan fenomena perubahan kekasaran dan peningkatan permukaan kontak, seringkali selama proses running-in, perubahan sifat fisik dan mekanik lapisan permukaan logam gosok terjadi, karena deformasi plastik terjadi pada kontak (terutama karena pengerasan kerja).
Ketinggian dan sifat ketangguhan makro dan mikro pada permukaan gesekan memiliki pengaruh yang besar pada tahap awal keausan dan perubahan ukuran bagian setelah pengerjaan, karena dengan penurunan bidang kontak permukaan, karena kekasaran makro dan mikro, tegangan kontak yang lebih tinggi muncul dibandingkan dengan yang lebih lengkap. kecocokan mereka.
Penggunaan operasi finishing (perawatan, finishing super, mengasah, mengikis, lapping, lapping, dll.) Dalam perawatan permukaan gosok mengurangi ketinggian penyimpangan dan memungkinkannya untuk memastikan kesesuaian yang lebih lengkap.
Perbaikan permukaan gesekan juga terjadi selama proses awal berjalan, yang sering dilakukan pada mode pengoperasian rendah untuk menghilangkan risiko penilaian.
Kondisi eksternal gesekan yang ditentukan (beban, kecepatan, pelumasan, dll.) Sesuai dengan kondisi kelelahan tertentu; ketika kondisi ini menjadi lebih berat, permukaan berjalan tambahan terjadi.
4. Pengaruh kondisi kerja pada keausan suku cadang
Distribusi keausan antara permukaan gosok, serta panjang dan lebarnya, sangat penting untuk pengoperasian mekanisme, daya tahan suku cadang dan biaya perbaikan.
Pada setiap pasangan gosok, lebih disukai keausan yang lebih tinggi untuk bagian yang sederhana dan mudah diganti serta bagian yang tidak terlalu rumit dan mahal. Saat mendesain mesin, ini diperhitungkan oleh pilihan bahan yang sesuai:
- bagian kompleks terbuat dari logam yang lebih keras dan sering kali diberi perlakuan panas dan dilapisi permukaan;
- bagian yang lebih sederhana terbuat dari logam yang lebih lembut (misalnya, bushing, pelapis, dll.).
Distribusi keausan di atas permukaan gesekan bergantung pada bentuk permukaan dan kondisi pengoperasian pasangan.
Dalam pasangan putar dengan satu elemen stasioner dan satu elemen berputar, ada tiga kasus karakteristik distribusi keausan berikut (a - poros bergerak, poros b - stasioner).
- keausan elemen yang berputar akan seragam di seluruh permukaan, dan elemen diam akan terkonsentrasi pada satu area permukaan (Gbr. 4). Akibatnya sumbu rotasinya akan bergeser ke arah keausan lokal, sedangkan posisi pusat rotasi part dan keseimbangannya tidak terganggu. Baik elemen penutup dan tertutup dapat diperbaiki.
Angka: 4

Angka: 5.
Kasus yang sama (Gbr. 6, c) mencakup dua elemen yang berputar pada kecepatan berbeda dengan arah konstan dari vektor gaya pembebanan.

Angka: 6.
Dalam dua kasus pertama, keausan total linier bisa berkurang jika bagian dengan pola keausan lokal dibuat dari bahan yang lebih tahan aus (keras). Namun, dalam praktiknya, rasio kebalikan dari kekerasan permukaan bahan bagian biasanya digunakan karena alasan berikut:
- kombinasi dari keausan seragam yang lemah Δ1 dari satu bagian dengan keausan lokal yang lebih kuat Δ2 dari bagian lain (Gbr. 7, a) tidak menyebabkan pelanggaran yang signifikan terhadap sifat kontak permukaan.
Penurunan yang tidak signifikan pada jari-jari kelengkungan padatan, bagian aus yang seragam dikompensasi oleh keausan lokal bagian lain, sedangkan area kontak α (Gbr. 7, a) secara praktis tidak berkurang dan tekanan spesifik pada permukaan tidak meningkat.

Angka: 7.
Jika rasio kekerasan permukaan diambil sebagai kebalikan dari yang dianggap, maka keausan seragam yang kuat Δ1 dari bagian lunak dengan keausan lokal yang lemah Δ2 dari bagian keras akan menyebabkan penurunan yang signifikan pada zona kontak α (Gbr. 7, b), peningkatan tekanan spesifik dan peningkatan intensitas keausan;
- mengganti bagian dengan keausan lokal dengan yang baru mengembalikan posisi awal sumbu rotasi yang rusak atau posisi pusat rotasi. Distribusi keausan yang merata dalam kombinasi dengan kekerasan logam yang lebih tinggi memberikan keausan yang tidak signifikan untuk bagian yang lebih kompleks dan mahal tanpa mengganggu posisi pusat rotasi permukaan keausan; keausan terlokalisasi, dikombinasikan dengan logam lunak, memusatkan keausan pada bagian yang tidak memerlukan banyak tenaga kerja, komponen yang mudah diganti (biasanya bushing atau liner), sehingga lebih mudah untuk memperbaiki mesin.
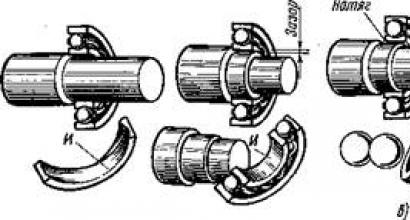
Kasus ketiga (Gbr. 6, c) dicirikan oleh nilai terkecil dari keausan permukaan total linier. Perpindahan sumbu rotasi karena keausan tidak akan terjadi di sini, tetapi pelanggaran posisi pusat rotasi permukaan akan sama dengan jumlah keausan radial kedua elemen. Pekerjaan spesifik gesekan per satuan luas permukaan dan sama dengan hasil kali gaya gesek dan perpindahan relatif permukaan akan sama dan merata di kedua permukaan. Oleh karena itu, pilihan rasio kekerasan permukaan komponen hanya ditentukan oleh keinginan untuk memusatkan keausan pada satu atau bagian lain karena alasan kemudahan perbaikan. Biasanya dalam kasus seperti itu, kedua permukaan cenderung dibuat dengan ketahanan aus terbesar.
Kasus ketiga dalam bentuknya yang murni jarang terjadi. Contoh penggunaan prinsip yang dipertimbangkan adalah pemasangan cincin luar yang tidak bergerak dari bantalan bola ke dalam selubung mekanisme dengan sedikit interferensi; Seperti yang ditetapkan dalam praktik, ring secara bertahap berputar selama operasi, memastikan keausan yang sama dari trek tempat bola menggelinding.
Dalam pasangan translasi, selalu ada kecenderungan keausan permukaan yang tidak rata karena fakta bahwa bagian individu dari permukaan secara berkala keluar dari kontak.
Keausan permukaan yang tidak merata dari waktu ke waktu menyebabkan distorsi bentuknya dan gangguan kontak yang tepat. Untuk melemahkan fenomena ini, diperlukan bagian dengan distribusi gaya gesek yang seragam atau dekat untuk memilih bahan yang kurang keras daripada bagian kawin yang bekerja dengan daya gaya gesek tertentu yang sangat bervariasi di sepanjang panjangnya.
Keteguhan mode uap memfasilitasi perang melawan keausan. Misalnya, jika poros beroperasi pada kecepatan konstan per menit, maka dimungkinkan untuk memilih mode gesekan fluida yang optimal untuk bantalannya; jika jumlah putaran per menit berubah dalam 1:50 (mesin pemotong logam), menjadi tidak mungkin untuk memberikan gesekan fluida pada bantalan pada seluruh rentang kecepatan putaran. Dalam hal ini, adalah menguntungkan untuk menggunakan bantalan gelinding.
Mode operasi pasangan kinematik dilanggar selama lepas landas dan run-down mesin. Pengamatan telah menetapkan bahwa bantalan mesin mobil lebih aus selama periode lepas landas dan run-down daripada selama seluruh waktu operasi dengan gerakan stabil. Salah satu langkah paling efektif untuk mengatasi peningkatan keausan selama lepas landas mesin adalah pasokan pelumas yang banyak sebelum menghidupkan mesin dengan pompa atau pelumas manual.
Keausan MemakaiKeausan linier - Tingkat keausan - Membedakan Keausan yang diizinkan Batas keausan
Karakteristik perekat dan keausan abrasif
Kasar keausan terjadi ketika partikel abrasif padat berada di antara permukaan gosok: pasir, produk aus, oksida dari berbagai bahan. Untuk jenis karakter ini, tingkat keausan yang tinggi dari permukaan perkawinan bagian-bagian, adanya tanda pada mereka, ketidakteraturan yang muncul selama pergerakan bersama bagian-bagian, akibatnya tonjolan mikroskopis bersentuhan satu sama lain dan menghalangi gerakan. Perekatkeausan terjadi sebagai akibat dari tekanan lokal yang tinggi, pengelasan kekasaran permukaan satu sama lain, deformasi plastis berikutnya yang timbul dari perpindahan relatifnya, penghancuran adhesi kekasaran lokal, pemindahan atau pemindahan logam. Dalam keausan abrasif, partikel dihilangkan dari permukaan sebagai akibat dari ketidakteraturan pemotongan atau goresan pada permukaan yang lebih keras bersentuhan atau partikel padat yang terperangkap di antara permukaan. Ketika kondisi untuk perekat dan keausan abrasif serta korosi muncul secara bersamaan, proses ini berinteraksi satu sama lain dan terjadi keausan korosif.
Keausan korosi dan kelelahan permukaan
Keausan mekanis, yang diperburuk oleh fenomena korosi, disebut keausan mekanis-korosi. Dengan kombinasi efek korosif dari sifat yang berbeda dengan jenis tekanan mekanis yang berbeda, berbagai jenis keausan mekanis-korosi juga dapat terjadi. Penghancuran bagian-bagian akibat korosi memanifestasikan dirinya dalam bentuk lapisan oksida, bintik-bintik, dan rongga.
Keausan oksidatif. Selama keausan oksidatif, oksigen atmosfer, yang berinteraksi dengan logam, membentuk lapisan oksida di atasnya, yang sangat mempengaruhi proses gesekan dan keausan. Fretting - korosif keausan terjadi pada benda-benda yang bersentuhan dengan perpindahan getaran kecil. Jenis keausan ini terjadi pada permukaan jurnal untuk bantalan poros, pada sambungan rangka yang dibaut, badan, dan bagian lain yang beroperasi di lingkungan korosif. Kelelahan material bagian- Ini adalah proses akumulasi kerusakan secara bertahap di bawah aksi tekanan bolak-balik yang berulang pada logam, yang menyebabkan penurunan daya tahan, pembentukan retakan dan penghancuran bagian. Fenomena kelelahan material terjadi pada bagian-bagian seperti bantalan gelinding, pegas daun, pegas, dll.
Tanda-tanda utama batas keausan
Batas keausan bagian disebut keausan, di mana operasi normal lebih lanjut dari antarmuka ini tidak mungkin, karena kecelakaan dapat terjadi. Tanda-tanda utama terjadinya keausan ekstrim pada suku cadang adalah ketukan, kesulitan start, mesin terlalu panas, konsumsi bahan bakar dan oli meningkat, asap dari bak mesin dan penurunan tenaga. Kriteria teknis memungkinkan untuk menentukan batas keausan suku cadang berdasarkan timbulnya keausan paksa yang tajam, peningkatan tajam dalam intensitas keausan, dan terjadinya kegagalan mendadak.
Konsep keausan yang diizinkan dan batas
Batas keausan bagian disebut keausan, di mana operasi normal lebih lanjut dari antarmuka ini tidak mungkin, karena kecelakaan dapat terjadi. Keausan yang diizinkan suku cadang disebut keausan demikian, di mana antarmuka ini dapat bekerja secara normal untuk periode perombakan keseluruhan lainnya.
Akurasi produk. Kesalahan desain dan manufaktur
Akurasi produk- ini adalah tingkat kesesuaian produk yang diproduksi (suku cadang, rakitan, mesin, perangkat) dengan parameter yang ditentukan sebelumnya yang ditetapkan oleh gambar, kondisi teknis, dan standar. Kesalahan pengukuran - penilaian penyimpangan nilai kuantitas yang diukur dari nilai sebenarnya. Kesalahan pengukuran merupakan karakteristik (ukuran) dari akurasi pengukuran. Kesalahan hasil pengukuran adalah angka yang menunjukkan kemungkinan batas ketidakpastian dari nilai yang diperoleh dari kuantitas yang diukur. Karena tidak mungkin untuk mengetahui dengan keakuratan absolut nilai sebenarnya dari suatu kuantitas, tidak mungkin untuk menunjukkan penyimpangan nilai yang terukur dari yang sebenarnya.
Semua kesalahan produksi adalah alasan kesalahan peralatan teknologi, peralatan, penyimpangan parameter bahan yang digunakan, dll. Kesalahan dibagi menjadi sistematis dan acak. Sistematiskarena heterogenitas bahan baku dari batch ke batch, kesalahan peralatan atau peralatan, kesalahan metodologi (metode perakitan, metode penyesuaian, pilihan alat ukur, ketidaktepatan peralatan dan perkakas manufaktur), deformasi dan keausan peralatan, perubahan kuasi-statis, suhu dan pengaruh lainnya ... Acak kesalahan disebabkan oleh heterogenitas properti material dalam batch, perubahan properti ERE, fluktuasi mode teknologi, termasuk. karena efek suhu dinamis, kesalahan personel yang bekerja.
Mempersiapkan mobil untuk diperbaiki
Mobil yang akan diperbaiki dikeluarkan dari armada kerja dan dikirim ke tempat perbaikan. Persiapan gerbong untukperbaikan terdiri dari pembersihan, pencucian, serta penentuan sifat dan ruang lingkup pekerjaan perbaikan. Setibanya di bengkel mobil, mobil diambil dari pelanggan oleh pegawai biro (departemen) untuk menentukan besaran perbaikan. Di depo gerbong, mobil diambil dari dasar lumpur oleh seorang mandor yang ditugaskan untuk keperluan ini di bawah bimbingan mandor depo. Saat menerima mobil di pabrik, keberadaan, kelengkapan, dan kondisi teknis komponennya diperiksa. Berdasarkan pemeriksaan eksternal, sertifikat penerimaan dibuat, di mana bagian yang hilang, atipikal dan aus dicatat dan kerusakan darurat dicatat. Pemeriksaan yang lebih menyeluruh terhadap semua unit perakitan mobil, penentuan jumlah pekerjaan yang harus dilakukan, termasuk yang tambahan yang tidak diatur dalam manual perbaikan, dilakukan dalam proses pembongkaran dan perbaikan mobil. Pada saat yang sama, mereka membuat daftar perbaikan khusus untuk unit perakitan, set peralatan kereta dan pekerjaan individu (pengelasan listrik dan gas, pengecatan). Sebuah tindakan dibuat untuk pekerjaan tambahan yang diidentifikasi dan untuk pekerjaan modernisasi mobil, yang disetujui oleh pelanggan.
Pembersihan mobil multi-tahap merupakan elemen penting dari budaya produksi setiap perusahaan perbaikan mobil. Ini memberikan kondisi kerja normal di lokasi produksi perusahaan reparasi mobil pada tingkat persyaratan sanitasi dan higienis modern dan menciptakan sikap psikofisiologis yang positif. Tanpa pembersihan yang benar, tidak mungkin untuk memeriksa suku cadang dengan benar untuk mengidentifikasi kerusakan atau menentukan tingkat keausan, untuk memastikan kemungkinan perbaikan suku cadang atau kebutuhan untuk menggantinya. Pembersihan permukaan - Ini adalah penghilangan lapisan berbahaya atau tidak diinginkan (kotoran), yang berbeda sifat dan sifatnya. Dengan menghilangkan endapan korosi, ini mencegah perkembangan korosi lebih lanjut dan menciptakan kondisi untuk pemulihan lapisan pelindung berkualitas tinggi. Melindungi cat dari penuaan dini. Menciptakan kembali kualitas estetika dan higienis permukaan. Setelah dibersihkan, mobil dikirim untuk dibongkar. Jumlah pekerjaan pembongkaran tergantung pada jenis perbaikan mobil dan ditentukan oleh manual perbaikan dan ketentuan teknis, pedoman dan instruksi. Bagian-bagian mobil yang bertanggung jawab, terutama yang menjadi sandaran keselamatan lalu lintas kereta, harus dibongkar, dibongkar, diperiksa dengan cermat dan diperbaiki selama perbaikan besar dan depo. Bagian-bagian tersebut meliputi: bogies, wheelets, kotak poros, perangkat rem., Peredam getaran, penggandeng otomatis, beberapa peralatan listrik. Urutan pembongkaran dan kemungkinan pelaksanaan paralel dari operasi pembongkaran ditentukan oleh proses teknologi. Unit perakitan dan suku cadang yang terpisah diperbolehkan untuk dibongkar di posisi perbaikan di lokasi produksi perakitan kereta. Pengujian benda kerja yang tidak merusak, bagian dan struktur dalam pembuatan dan pengoperasian mesin dan struktur sangat penting untuk menentukan kondisi kualitasnya dan memungkinkan, selain mendeteksi berbagai cacat, untuk menetapkan struktur logam, ketebalan lapisan pelindung, dll. Pengujian objek yang tidak merusak untuk mengidentifikasi cacat disebut deteksi cacat. Perangkat untuk mendeteksi cacat (retakan, delaminasi, dll.) Pada bahan dan produk dengan metode pengujian non-destruktif disebut detektor cacat.
Perbaikan badan mobil gondola
Keselamatan badan mobil gondola dalam pengoperasiannya adalah pelaksanaan operasi bongkar muat yang intensif dengan penggunaan mekanisme yang secara struktural tidak sesuai dengan kondisi interaksinya dengan rolling stock, pelanggaran teknologi pekerjaan kargo, serta penyimpangan dalam pekerjaan operasional.
Perombakan tubuh mobil gondola di VRZ dilakukan pada jalur mekanik aliran dalam tiga tahap: pada tahap pertama, pembongkaran awal dan pencucian mobil dilakukan, pada tahap kedua, pelurusan dan penghapusan elemen yang tidak dapat digunakan dan tahap ketiga - pekerjaan perakitan mobil. Seluruh pekerjaan yang benar dilakukan dengan menggunakan mesin perbaikan bergerak.
Koreksi defleksi lokal dari saluran atas pengikat di atas 10 mm dibuat dengan melepas penguatan pengikat atas. retak atau pecah di tali pengikat atasdiizinkan untuk diperbaiki dengan pengelasan dengan penguatan selanjutnya dari area ini dengan dua pelat sudut luar ... Saat mengganti tidak dapat digunakan bagian dari tali kekang atas, tidak boleh lebih dari satu sambungan di area antara tiang yang berdekatan. Saat memperbaiki struts, diperbolehkan untuk meninggalkan penyok lokal di struts bagian kotak dengan kedalaman hingga 30 mm dengan tidak adanya retakan. Biasanya, penyok ini ditutup dengan sisipan las perimeter.
Muncul di palungtentang bagian penyangga dari salah satu kerusakan berikut - fraktur, retakan lebih dari 50% dari bagian, korosi lebih dari 30% dari ketebalan atau potongan bawah rak lebih dari 20 mm ketika tempat yang rusak terletak pada jarak kurang dari 300 mm dari tepi atas trim bodi bawah, diperbolehkan untuk memperbaiki rak dengan memotong zona yang rusak rak dengan ketinggian minimal 300 mm dari pengikat bawah dengan pengaturan dan pengelasan bagian baru rak. Dalam hal ini, pengelasan butt diperkuat dengan pelat tebal b mm yang dilas di sekelilingnya. Tidak diperbolehkan membongkar dua rak rusak yang berdekatan menggunakan metode ini - salah satu rak harus diganti dengan yang baru.
Jika terjadi deformasi penyangga, pelebaran atau penyempitan total bodi di bagian tengah gondola diperbolehkan. hingga 30 mm, dan satu dinding - hingga 15 mm. Di bagian tiang sudut, pelebaran atau penyempitan diperbolehkan hingga 10 mm.
Selubung logamdengan penyok lokal lebih dari 15 mm, luruskan. Jika ada retakan pada kulit hingga 100 mm, mereka dihilangkan dengan pengelasan tanpa memasang lapisan penguat. Retakan yang lebih panjang dari 100 mm diperbaiki dengan mengelas dengan lapisan penguat setebal 4 mm di bagian dalam bodi dan mengelasnya di sekeliling. Lapisan penutup harus menutupi celah setidaknya 30 mm di setiap sisi.
Dalam satu rentang antara hak atas, diperbolehkan untuk memperbaiki tidak lebih dari dua retakan dengan jarak di antara keduanya setidaknya 1000 mm. Dalam hal ini, diperbolehkan untuk memperbaiki dua retakan dengan satu tambalan, yang luasnya tidak melebihi 0,3 m 3.
Ketika lubang terbentuk di selubung logam di tepi itu diluruskan dan bantalan penguat dipasang di sisi dalam tubuh, dengan jahitan kontinyu di sekeliling perimeter dari luar, dan las intermiten di dalam. Ray retak dari lubang tidak diperbolehkan dan saat memperbaiki kulit, tepi lubang yang robek dengan retakan harus dipotong. Dalam satu rentang antara tiang, diperbolehkan untuk menghilangkan tidak lebih dari dua lubang dengan luas total hingga 0,3 m 2 ... Kerusakan korosi menutupi lebih dari 30% tebal lembaran; penutup diperbaiki dengan memasang penutup setebal 4 mm. Juga diperbolehkan untuk mengganti bagian kulit dengan lebar hingga 400 mm pada seluruh panjang antara tiang yang berdekatan atau sepanjang panjang mobil dengan lokasi sambungan pada tiang.
Penyebab utama kegagalan keamanan badan mobil gondola
dalam operasi adalah operasi bongkar muat intensif dengan menggunakan mekanisme yang secara struktural tidak sesuai dengan kondisi interaksinya dengan rolling stock, pelanggaran teknologi pekerjaan kargo, serta penyimpangan dalam pekerjaan operasional. Untuk mencegah kerusakan ini, aturan pemuatan diatur, yang menurutnya berat kargo yang dibuang secara bersamaan dari ember ke satu penutup palka tidak boleh melebihi 5 ton.Kargo dapat diturunkan hingga 7 ton dalam kondisi pengisian awal pada penutup palka dengan lapisan kargo berukuran kecil dengan ketebalan minimal 300 mm.
Malfungsi pribadi bongkar tutup palka dan pintu ujung gondola adalah: tonjolan, defleksi, lubang dan retakan, serta keausan mekanisme pengunciannya. Cembung dan defleksi penutup lubang got lebih dari 25 mm dihilangkan dengan meluruskan alat pengepres. Ketebalan logam penutup lubang got di tempat-tempat di mana lapisan las bertumpuk harus paling sedikit 4 mm. Selama depot dan perbaikan mobil saat ini di penutup palka, diperbolehkan untuk mengelas cacat pada lapisan yang dilas tanpa melepas dari gondola, dan tidak lebih dari dua retakan dengan panjang hingga 100 mm. Bagian yang aus dari mekanisme penguncian dipulihkan dengan permukaan. Untuk menghilangkan celah lokal antara tutup palka dan bidang kontaknya, tempat yang sesuai diluruskan atau tidak lebih dari dua strip dengan panjang total hingga 12 mm dilas ke rak horizontal dari kotak pengunci.
Perbaikan boiler tangki
Sebelum dikirim untuk diperbaiki, boiler tangki harus dikukus, dicuci. dibersihkan bagian dalam dan luar, serta degassed dan diuji untuk keamanan ledakan. Persiapan tangki khusus untuk perbaikan dilakukan oleh perusahaan yang mengoperasikannya, dan tangki untuk produk minyak disiapkan untuk memuat.
Untuk semua jenis perbaikan boiler tangki empat poros pengelasan retakan diperbolehkan, terlepas dari tempat pembentukannya, dalam jumlah tidak lebih dari satu per 1 m 2, serta retakan pada sambungan las dari lembaran longitudinal dan melingkar. Jika retakan berada di bawah kaki yang berbentuk, maka pengelasannya dilakukan dengan memotong kaki yang berbentuk tersebut. Retakan yang lewat dari tutup ke tangki tangki diperbaiki dengan pengelasan setelah dipotong di kedua sisi dan setelah tutup lasan jatuh pada jarak 50 mm di kedua sisi retakan. Lubang diperbaiki dengan memotong area yang rusak dan memasang sisipan bundar dengan diameter 15 cm, dan untuk lubang besar diperbolehkan sisipan elips atau persegi panjang. Ketebalan logam sisipan harus sesuai dengan ketebalan boiler di tempat perbaikan.
Ketebalan logam boiler yang tersisa ditentukan oleh pengukur ketebalan ultrasonik jenis KVARTs-15 dan UT-93P. Area yang terkena korosi hingga kedalaman 50% atau lebih dari ketebalan nominal, dan di pelat baja di tempat penyangga - lebih dari 30%, dilepas dan diperbaiki dengan mengelas bagian pelat bawah atau longitudinal . Dengan luas area yang kecil yang terkena korosi, diperbolehkan untuk melakukan perbaikan dengan menempatkan dua sisipan pada cangkang dengan luas 1,5 m 2, serta menempatkan sisipan dengan luas total hingga m2 di setiap dasar boiler. Retak di boiler delapan gandar tangki dengan panjang hingga 500 mm dapat dilas tanpa lapisan penguat. Jika jumlah cacat pada cangkang dan bagian bawah melebihi dimensi yang diizinkan, elemen yang rusak diganti.
Dalam bingkai itu diperbolehkan pengelasan retakan dengan pengaturan lapisan penguat dengan ketebalan 8-10 mm, menutupi retakan setidaknya 100 mm. Perangkat drainase dan katup pengaman dibongkar, diperiksa dan bagian yang rusak diganti, dan setelah perakitan, diuji untuk tekanan yang sesuai. Selama overhaul tangki, semua gasket karet perangkat drain diganti dengan yang baru.
Saat memperbaiki tali penjepit, diperbolehkan Bagian sabuk yang retak atau terkena korosi harus diperbaiki dengan sisipan las dengan panjang minimal 200 mm, dan juga dilas ke sabuk dengan baut yang memiliki penampang persegi panjang pada titik pengelasan. Identifikasi dan hilangkan semua kesalahan pada penyangga boiler, pada platform, tangga, penutup kap mesin dan unit lainnya. Lasan boiler, klem penjepit, sekrup batang perangkat pembuangan dan kencangkan kaki berbentuk ke boiler untuk jenis perbaikan yang direncanakan tunduk pada pengujian non-destruktif.
Boiler yang diperbaiki diuji kekencangannya: setelah perbaikan depot - dengan udara pada tekanan 0,05 MPa (0,5 kgf / cm 2) dengan pencucian semua tempat di mana kebocoran dapat terjadi; setelah perbaikan - dengan air di bawah tekanan 0,2 MPa
(2 kgf / cm 2). Tidak ada penurunan tekanan udara atau kebocoran cairan yang diperbolehkan. Pengujian dilakukan selama 15 menit. Untuk memeriksa kemudahan servis perangkat pembuangan, tangki berada di bawah tekanan selama 10 menit dengan bagian bawah terbuka (steker) perangkat pembuangan dan selama 5 menit - dengan katup terbuka sebagian dengan sumbat tertutup. Boiler tangki setelah diperbaiki dengan pengelasan hanya tunduk pada uji hidrolik.
Bahan apa:
Guling KVZ-TsNII terbuat dari bahan St 3sp;
Bantalan kaki St 3sp;
Peredam hidrolik: batang-St5, kepala batang-St5, usaha patungan baut-St 3; Shpinton-St 25L;
Bingkai samping-St 20GL;
Mendukung 18-100 St 20 GFL;
Menyamping dari St 3;
Batang gesekan St 25L;
Kotak poros (St 15L, 20L, 25L): Kencangkan penutup-St 25L;
Bodi autocoupling (St 15L, 20GL, 20GFL): Fuse St 5i St PZFL, Angkat (St 15L, 20L, 20GFL), roller angkat (St 20GFL, 20GL)
Konsep keausan, jenis pakaian yang utama
Keausan disebut proses perubahan bertahap dalam dimensi permukaan suatu bagian selama gesekan, yaitu perbedaan antara keadaan awal dan akhir permukaannya. Memakai- proses perubahan bertahap dalam ukuran tubuh selama gesekan, yang memanifestasikan dirinya dalam pemisahan material dari permukaan gesekan dan (atau) deformasi permanennya. Keausan linier - keausan, ditentukan oleh pengurangan ukuran sepanjang normal ke permukaan gesekan. Tingkat keausan - rasio nilai keausan dengan waktu selama terjadinya. Membedakan jenis keausan berikut, tergantung pada kondisi gesekan: mekanis - abrasif, hidroabrasif, abrasif gas, kelelahan, erosi, kavitasi, molekuler - mekanis; korosi - mekanis - oksidatif, oksidatif - mekanis. Keausan yang diizinkan Disebut keausan dimana bagian kawin atau salah satunya masih dapat bekerja normal hingga perbaikan selanjutnya. Batas keausan - di mana pekerjaan lebih lanjut dapat menyebabkan kerusakan pada bagian tersebut.
1. Inti dari fenomena keausan
Kehidupan pelayanan peralatan industri keausan bagian-bagiannya - perubahan ukuran, bentuk, massa atau kondisi permukaannya karena keausan, yaitu deformasi sisa dari beban permanen atau karena kerusakan lapisan permukaan selama gesekan.
Jumlah keausan ditandai dengan satuan panjang, volume, massa, dll. Keausan ditentukan dengan mengubah celah antara permukaan kawin komponen, munculnya kebocoran pada seal, penurunan keakuratan pemrosesan produk, dll. Keausan normal dan darurat. Normal, atau alami, disebut keausan, yang terjadi selama pengoperasian mesin yang benar namun berjangka panjang, yaitu, sebagai akibat dari penggunaan sumber daya tertentu dari pekerjaannya.
Keausan darurat (atau progresif) disebutyang terjadi dalam waktu singkat dan mencapai dimensi sedemikian rupa sehingga pengoperasian mesin lebih lanjut menjadi tidak mungkin.
2. Jenis dan sifat keausan suku cadang.
Jenis pakaian dibedakan menurut jenis pakaian yang ada:
Mekanis;
Kasar;
Lelah;
Korosif, dll.
Keausan mekanis adalah hasil dari gaya gesekan ketika satu bagian bergeser di atas bagian lain. Dengan jenis keausan ini, terjadi abrasi (geser) lapisan permukaan logam dan distorsi dimensi geometris dari bagian yang bekerja bersama. Keausan jenis ini paling sering terjadi selama operasi perkawinan umum bagian-bagian seperti bantalan poros, meja tempat tidur, silinder piston, dll.
Tingkat dan sifat keausan mekanis suku cadang bergantung pada banyak faktor:
Sifat fisik dan mekanik dari lapisan atas logam;
Kondisi kerja dan sifat interaksi permukaan kawin;
Tekanan;
Kecepatan gerakan relatif;
Kondisi pelumasan; tingkat kekasaran, dll.
Efek paling merusak pada komponen disebabkan oleh keausan abrasif, yang terlihat saat permukaan gosok terkontaminasi dengan partikel abrasif dan logam kecil. Biasanya, partikel seperti itu jatuh pada permukaan gesekan saat mengerjakan billet cor.
Keausan mekanis juga dapat disebabkan oleh perawatan peralatan yang buruk, misalnya ketidakteraturan dalam pasokan pelumas, kualitas perbaikan yang buruk dan ketidakpatuhan terhadap persyaratannya, kelebihan daya, dll.
Kelelahan pakai adalah hasil dari aksi beban variabel pada bagian tersebut, menyebabkan kelelahan material bagian dan kehancurannya. Poros, pegas dan bagian lain hancur akibat kelelahan material pada penampang. Untuk mencegah kegagalan kelelahan, penting untuk memilih bentuk penampang yang benar untuk bagian yang baru diproduksi atau diperbaiki: bagian tersebut tidak boleh mengalami transisi mendadak dari satu ukuran ke ukuran lainnya. Permukaan kerja tidak termasuk adanya tanda dan goresan, yang merupakan konsentrat stres.
Keausan korosif adalah akibat dari keausan bagian-bagian mesin dan instalasi di bawah pengaruh langsung air, udara, bahan kimia, dan fluktuasi suhu.
Di bawah pengaruh korosi, korosi dalam terbentuk di bagian-bagiannya, permukaan menjadi seperti spons dan kehilangan kekuatan mekaniknya.
Biasanya, keausan korosif disertai dengan keausan mekanis akibat perkawinan satu bagian dengan bagian lainnya. Dalam hal ini, yang disebut korosi mekanis terjadi, mis. pakaian kompleks.
Keausan galling terjadi sebagai akibat dari adhesi ("pengikatan") dari satu permukaan ke permukaan lainnya. Fenomena ini diamati dengan pelumasan yang tidak mencukupi, serta tekanan yang signifikan, di mana dua permukaan kawin bersatu begitu erat sehingga gaya molekuler mulai bekerja di antara keduanya, yang menyebabkan kejang.
Sifat keausan mekanis suku cadang. Keausan mekanis dari bagian-bagian peralatan dapat selesai jika seluruhnya
permukaan bagian, atau lokal, jika ada bagian yang rusak (Gbr. 1).
Sebagai akibat dari keausan pemandu mesin, kerataan, kelurusan, dan kesejajarannya dilanggar karena aksi beban yang tidak sama pada permukaan geser. Misalnya, pemandu bujursangkar 2 dari mesin (Gbr. 1, a), di bawah pengaruh beban lokal yang besar, memperoleh cekung di bagian tengah (keausan lokal), dan pemandu pendek 1 tabel yang kawin dengannya menjadi cembung.
Dalam bantalan gelinding karena berbagai alasan (Gbr. 2, a-d)

permukaan kerja dapat aus - bopeng muncul di atasnya, pengelupasan permukaan treadmill dan bola diamati. Di bawah pengaruh beban dinamis, kerusakan kelelahan mereka terjadi; di bawah pengaruh pemasangan bantalan yang terlalu ketat pada poros dan di dalam rumahan, bola dan rol terjepit di antara cincin, akibatnya cincin dapat miring selama pemasangan dan konsekuensi yang tidak diinginkan lainnya.
Permukaan geser yang berbeda juga tunduk pada pola keausan karakteristik (gbr. 3).

Selama pengoperasian roda gigi, akibat kelelahan kontak material permukaan kerja gigi dan di bawah aksi tegangan tangensial, terjadi chipping pada permukaan kerja, yang mengarah pada pembentukan lubang pada permukaan gesekan (Gbr. 3, a).
Rusaknya permukaan kerja gigi akibat chipping intensif (Gbr. 3, b) sering disebut flaking (terjadi pemisahan material dari permukaan gesekan yang berupa serpihan).
Dalam gambar. 3, c menunjukkan permukaan yang rusak karena korosi. Permukaan cincin serbuk besi tuang (Gbr. 3, d) rusak karena keausan erosif, yang terjadi saat piston bergerak di dalam silinder relatif terhadap cairan; Gelembung gas dalam cairan meledak di dekat permukaan piston, menciptakan peningkatan tekanan atau suhu lokal dan menyebabkan keausan pada komponen.
3. Tanda-tanda keausan.
Keausan suku cadang mesin atau perkakas mesin dapat dinilai dari sifat pekerjaannya. Pada mesin dengan poros engkol dengan batang penghubung (pembakaran internal dan mesin uap, kompresor, pengepres eksentrik, pompa, dll.), Tampilan keausan ditentukan oleh ketukan tumpul pada sambungan komponen (lebih kuat, semakin banyak keausan).
Kebisingan gigi merupakan tanda keausan pada profil gigi. Guncangan tumpul dan tajam dirasakan setiap kali arah rotasi atau gerakan bujursangkar berubah jika terjadi keausan bagian-bagian sambungan kunci dan spline.
Jejak penghancuran pada roller yang diputar yang dipasang di lubang tapered dari spindel menunjukkan peningkatan jarak bebas antara jurnal spindel dan bantalannya karena keausan. Jika benda kerja yang diproses pada mesin bubut ternyata meruncing, maka bantalan spindel (terutama bagian depan) dan pemandu tempat tidur sudah aus. Peningkatan pukulan balik dari pegangan yang dipasang pada sekrup melebihi dari yang diizinkan adalah bukti keausan pada ulir sekrup dan mur.
Keausan suku cadang mesin sering dinilai dari goresan, lekukan, dan goresan yang muncul di atasnya, serta dari perubahan bentuknya. Dalam beberapa kasus, pemeriksaan dilakukan dengan palu: suara berderak saat mengetuk bagian dengan palu menunjukkan adanya retakan yang signifikan di dalamnya.
Pengoperasian unit perakitan dengan bantalan gelinding dapat dinilai dari sifat kebisingan yang dikeluarkannya. Cara terbaik adalah melakukan pemeriksaan seperti itu dengan perangkat khusus - stetoskop.
Pengoperasian bantalan juga dapat diperiksa dengan pemanasan, yang ditentukan dengan sentuhan dengan sisi luar tangan, yang tahan suhu hingga 60 ° C.
Belokan yang kencang pada poros menunjukkan kurangnya keselarasan antara itu dan bantalan atau bantalan yang terlalu kencang pada poros atau di dalam rumahan, dll.
4. Metode untuk mendeteksi cacat dan memulihkan suku cadang.
Sebagian besar cacat mekanis berukuran besar dan sedang dideteksi dengan inspeksi visual. Berbagai metode deteksi cacat dapat digunakan untuk mendeteksi retakan kecil. Metode kapiler paling sederhana. Jika, misalnya, suatu bagian direndam dalam minyak tanah selama 15-30 menit, maka jika ada retakan, cairan masuk ke dalamnya. Setelah penyeka menyeluruh, permukaan bagian tersebut ditutupi dengan lapisan kapur tipis; Kapur menyerap minyak tanah dari retakan, menghasilkan garis-garis gelap di permukaan yang menunjukkan lokasi kerusakan.
Untuk deteksi retakan yang lebih akurat, digunakan cairan yang berpendar saat diiradiasi dengan sinar ultraviolet (metode luminescent kapiler). Cairan semacam itu misalnya adalah campuran 5 bagian minyak tanah, 2,5 bagian minyak transformator, dan 2,5 bagian bensin. Bagian tersebut direndam dalam cairan selama 10-15 menit, kemudian dicuci dan dikeringkan, setelah itu diiradiasi dengan sinar ultraviolet (lampu merkuri-kuarsa). Cahaya hijau muda muncul di celah-celah.
Retakan juga dideteksi dengan metode deteksi cacat magnetik. Bagian tersebut dimagnetisasi dan dibasahi dengan suspensi magnet (bubuk oksida besi dicampur dalam minyak, minyak tanah atau air! -Larutan sabun). Di tempat retakan terbentuk akumulasi bubuk (Gbr. 4, a).

Retakan longitudinal terdeteksi ketika garis magnet melewati keliling bagian (Gbr. 4, b), dan retakan transversal - selama magnetisasi longitudinal (Gbr. 4, c).
Cacat yang terletak di dalam bahan dideteksi dengan metode sinar-X. Sinar-X, melewati bagian yang akan diperiksa, jatuh pada film sensitif, di mana rongga muncul sebagai bintik yang lebih gelap, dan inklusi benda asing yang padat muncul sebagai bintik yang lebih terang.
Saat ini, metode ultrasonik untuk mendeteksi retakan dan cacat tersembunyi lainnya tersebar luas. Probe ultrasonik diterapkan ke bagian yang diselidiki, bagian utamanya adalah generator kristal getaran mekanis frekuensi tinggi (0,5-10 MHz). Getaran ini, melewati material bagian, dipantulkan dari batas internal (retakan internal, permukaan pecah, rongga, dll.) Dan jatuh kembali ke probe. Perangkat mencatat waktu tunda gelombang yang dipantulkan relatif terhadap gelombang yang dipancarkan. Semakin lama waktu ini, semakin dalam di lokasi kerusakan.
Pemulihan bagian dan mekanisme peralatan mesin dilakukan dengan metode berikut. Pemotongan - perbaikan metode dimensi - digunakan untuk mengembalikan keakuratan pemandu mesin, lubang atau leher yang aus pada berbagai bagian, ulir sekrup utama, dll.
Ukuran tersebut dinamakan perbaikan, di mana permukaan yang aus dirawat saat memulihkan bagian tersebut. Bedakan antara ukuran gratis dan ukuran teregulasi.
Pengelasan memperbaiki bagian dengan retakan, retakan, keripik.
Permukaan adalah jenis pengelasan dan terdiri dari fakta bahwa bahan pengisi yang lebih tahan aus daripada bahan bagian utama diendapkan pada area yang aus.
Metode pemulihan bagian-bagian dari besi tuang dengan metode pengelasan - penyolderan dengan kawat kuningan dan batang yang terbuat dari paduan timah-tembaga - telah menyebar luas. Metode ini tidak memerlukan pemanasan tepi yang akan dilas hingga meleleh, tetapi hanya pada suhu leleh solder.
Metalisasi terdiri dari peleburan logam dan penyemprotan dengan semburan udara terkompresi menjadi partikel kecil yang menembus ke permukaan penyimpangan, melekat padanya. Metalisasi dapat digunakan untuk membangun lapisan dari 0,03 hingga 10 mm dan lebih tinggi.
Instalasi metalisasi dapat berupa gas (logam meleleh dalam nyala api pembakar gas) dan busur (diagramnya ditunjukkan pada Gbr. 5).

Pelapisan kromium adalah proses pemulihan permukaan bagian yang aus dengan pengendapan kromium secara elektrolitik (Gbr. 6), ketebalan pelapisan krom hingga 0,1 mm.

Berbagai macam metode perbaikan dengan jelas ditunjukkan pada Gbr.7.

5. Modernisasi peralatan mesin.
Selama perombakan besar-besaran, diharapkan untuk memodernisasi peralatan mesin, dengan mempertimbangkan kondisi pengoperasian dan pencapaian terbaru dari ilmu pengetahuan dan teknologi.
Di bawah modernisasi mesin memahami pengenalan perubahan parsial dan perbaikan dalam desain untuk meningkatkan tingkat teknis mereka ke tingkat model modern dengan tujuan yang sama (modernisasi teknis umum) atau untuk memecahkan masalah teknologi produksi tertentu dengan mengadaptasi peralatan untuk kinerja yang lebih baik dari jenis pekerjaan tertentu (modernisasi teknologi). Sebagai akibat dari modernisasi, produktivitas peralatan meningkat, biaya operasi menurun, barang yang ditolak berkurang, dan dalam beberapa kasus durasi periode perbaikan meningkat.
Ide tentang arah utama modernisasi mesin pemotong logam diberikan oleh diagram yang ditunjukkan pada Gambar 8.

LOKASI №6.
1. Diagnostik teknis peralatan.
Diagnostik teknis (TD) - elemen Sistem PPR, yang memungkinkan untuk mempelajari dan menetapkan tanda-tanda kerusakan (pengoperasian) peralatan, menetapkan metode dan sarana untuk memberikan pendapat (diagnosis dibuat) tentang adanya (tidak adanya) kerusakan (cacat). Bertindak atas dasar mempelajari dinamika perubahan indikator kondisi teknis peralatan, TD memecahkan masalah peramalan (meramalkan) sumber daya sisa dan pengoperasian peralatan yang bebas masalah dalam jangka waktu tertentu.
Diagnosis teknis didasarkan pada asumsi bahwa setiap peralatan atau bagian komponennya dapat berada dalam dua kondisi - dapat diservis dan rusak. Peralatan yang dapat diservis selalu beroperasi, memenuhi semua persyaratan spesifikasi teknis yang ditetapkan oleh pabrikan. Peralatan yang rusak (cacat) dapat menjadi dapat dioperasikan dan tidak dapat digunakan, yaitu dalam keadaan gagal. Kegagalan adalah akibat dari keausan atau ketidaksejajaran komponen.
Diagnosis teknis terutama ditujukan untuk menemukan dan menganalisis penyebab internal kegagalan. Penyebab eksternal ditentukan secara visual, menggunakan alat ukur, perangkat sederhana.
Kekhasan TD adalah mengukur dan menentukan kondisi teknis peralatan dan komponennya selama operasi, mengarahkan upayanya untuk mencari cacat. Dengan mengetahui kondisi teknis dari masing-masing bagian peralatan pada saat diagnosis dan besarnya cacat yang kinerjanya terganggu, maka dimungkinkan untuk memprediksi waktu kerja peralatan hingga perbaikan terjadwal berikutnya, sebagaimana diatur oleh standar frekuensi Sistem PPR.
Standar periodisitas yang ditetapkan dalam dasar PPR adalah nilai rata-rata eksperimental. Tetapi setiap nilai rata-rata memiliki kekurangannya sendiri yang signifikan: bahkan dengan sejumlah koefisien klarifikasi, nilai tersebut tidak memberikan penilaian obyektif yang lengkap tentang kondisi teknis peralatan dan kebutuhan untuk pemeliharaan terjadwal. Hampir selalu ada dua opsi yang tidak berguna: sumber daya sisa peralatan masih jauh dari habis, sumber daya sisa tidak menyediakan operasi bebas masalah hingga perbaikan terjadwal berikutnya. Kedua opsi tersebut tidak mengatur persyaratan Undang-Undang Federal No. 57-FZ untuk menetapkan masa manfaat aset tetap dengan menilai secara objektif kebutuhan untuk perbaikan atau penghentian.
Metode objektif untuk menilai kebutuhan peralatan untuk perbaikan adalah pemantauan konstan atau berkala terhadap kondisi teknis fasilitas dengan perbaikan hanya jika keausan suku cadang dan rakitan telah mencapai nilai batas, yang tidak menjamin operasi peralatan yang aman, bebas masalah dan ekonomis. Kontrol tersebut dapat dicapai dengan menggunakan TD, dan metode itu sendiri menjadi bagian integral dari sistem SPR (kontrol).
Tugas TD lainnya adalah untuk memprediksi masa pakai sisa peralatan dan menetapkan periode operasi bebas masalah tanpa perbaikan (terutama modal), yaitu menyesuaikan struktur siklus perbaikan.
Diagnostik teknis berhasil memecahkan masalah ini untuk setiap strategi perbaikan, terutama strategi untuk kondisi teknis peralatan.
Prinsip dasar diagnosis adalah membandingkan nilai yang diatur parameter kinerja atau parameter kondisi teknis peralatan dengan alat diagnostik yang sebenarnya. Di sini dan di bawah, menurut GOST 19919-74, parameter dipahami sebagai karakteristik peralatan yang mencerminkan nilai fisik dari fungsi atau kondisi teknisnya.
Tujuan dari TD adalah:
Kontrol parameter fungsi, yaitu jalannya proses teknologi, untuk mengoptimalkannya;
Pemantauan parameter kondisi teknis peralatan yang berubah selama operasi, membandingkan nilai aktualnya dengan nilai batas dan menentukan kebutuhan untuk pemeliharaan dan perbaikan;
Memperkirakan sumber daya (masa pakai) peralatan, unit, dan rakitan untuk menggantinya atau mengeluarkannya untuk diperbaiki.
2. Persyaratan untuk peralatan dipindahkan ke diagnostik teknis.
Sesuai dengan GOST 26656-85 dan GOST 2.103-68, saat mentransfer peralatan ke strategi perbaikan berdasarkan kondisi teknis, pertama-tama, masalah kesesuaian untuk memasang sarana TD di atasnya diputuskan.
Kesesuaian peralatan yang beroperasi untuk TD dinilai dari kesesuaian dengan indikator keandalan dan ketersediaan tempat untuk memasang peralatan diagnostik (sensor, instrumen, diagram pengkabelan).
Selanjutnya, daftar peralatan yang tunduk pada TD ditentukan, sesuai dengan tingkat pengaruhnya terhadap indikator kapasitas (produksi) produksi dalam kaitannya dengan keluaran produk, serta berdasarkan hasil identifikasi "hambatan" dalam keandalan dalam proses teknologi. Peralatan ini, biasanya, memiliki persyaratan keandalan yang meningkat.
Sesuai dengan GOST 27518-87, desain peralatan harus disesuaikan untuk TD.
Untuk memastikan kemampuan beradaptasi peralatan terhadap TD, desainnya harus menyediakan:
Kemampuan untuk mengakses titik kontrol dengan membuka penutup dan palka teknologi;
Kehadiran pangkalan instalasi (platform) untuk memasang vibrometer;
Kemungkinan menghubungkan dan menempatkan sarana TD (pengukur tekanan, pengukur aliran, pembangkit listrik tenaga air dalam sistem cair) dalam sistem cairan tertutup dan hubungannya ke titik kontrol;
Kemungkinan koneksi ganda dan pemutusan TD berarti tanpa merusak perangkat antarmuka dan peralatan itu sendiri sebagai akibat dari kebocoran, polusi, masuknya benda asing ke dalam rongga internal, dll.
Daftar pekerjaan untuk memastikan kemampuan beradaptasi peralatan ke TD diberikan dalam kerangka acuan untuk modernisasi peralatan yang dipindahkan ke TD.
Setelah menentukan daftar peralatan yang akan dipindahkan untuk perbaikan berdasarkan kondisi teknis, disiapkan dokumentasi teknis pelaksana untuk pengembangan dan pelaksanaan alat TD dan modernisasi peralatan yang diperlukan. Daftar dan urutan pengembangan dokumentasi eksekutif diberikan dalam tabel. satu.

3. Pilihan parameter diagnostik dan metode diagnostik teknis.
Pertama-tama, parameter ditentukan yang tunduk pada pemantauan konstan atau berkala untuk memeriksa algoritme yang berfungsi dan memastikan mode operasi yang optimal (kondisi teknis) peralatan.
Daftar kemungkinan kegagalan dibuat untuk semua unit dan rakitan peralatan. Pengumpulan awal data tentang kegagalan peralatan yang dilengkapi dengan sarana TD, atau analognya, dilakukan. Mekanisme terjadinya dan pengembangan setiap kegagalan dianalisis dan parameter diagnostik diuraikan, yang kontrolnya, pemeliharaan terjadwal, dan perbaikan saat ini dapat mencegah kegagalan. Analisis kegagalan direkomendasikan untuk dilakukan dalam bentuk yang disajikan dalam tabel. 2.

Untuk semua kegagalan, parameter diagnostik diuraikan, yang kontrolnya akan membantu menemukan penyebab kegagalan dengan cepat, dan metode TD (lihat Tabel 3).


Tata nama suku cadang ditentukan, yang keausannya menyebabkan kegagalan.
Dalam praktiknya, tanda (parameter) diagnostik telah menyebar luas, yang dapat dibagi menjadi tiga kelompok:
1) Parameter alur kerja
(dinamika perubahan tekanan, tenaga, energi), yang secara langsung mencirikan kondisi teknis peralatan;
2) Parameter proses atau fenomena terkait
(medan termal, kebisingan, getaran, dll.), yang secara tidak langsung mencirikan kondisi teknis;
3) Parameter struktural
(celah pasangan, keausan komponen, dll.) yang secara langsung mencirikan keadaan elemen struktural peralatan.
Kemungkinan pengurangan jumlah parameter yang dikendalikan melalui penggunaan parameter umum (kompleks) diselidiki.
Untuk kenyamanan dan kejelasan metode dan alat TD, skema fungsional untuk memantau parameter proses teknologi dan kondisi teknis peralatan sedang dikembangkan.
Saat memilih metode TD, kriteria utama berikut untuk menilai kualitasnya diperhitungkan:
Efisiensi ekonomi dari proses TD;
Keandalan TD;
Ketersediaan sensor dan perangkat yang diproduksi;
Fleksibilitas metode dan alat TD.
Berdasarkan hasil analisis kegagalan peralatan, dikembangkan langkah-langkah untuk meningkatkan keandalan peralatan, termasuk pengembangan peralatan TD.
4. Sarana diagnostik teknis.
Berdasarkan eksekusi, dana dibagi menjadi:
- luar - tidak menjadi bagian integral dari objek diagnostik;
- tertanam - dengan sistem pengukuran transduser (sensor) sinyal input, dibuat dalam struktur yang sama dengan peralatan diagnostik sebagai komponennya.
Dana eksternal TD dibagi menjadi: perlengkapan tulis, seluler dan portabel.
Jika keputusan dibuat untuk mendiagnosis peralatan dengan cara eksternal, maka titik kontrol harus disediakan di dalamnya, dan dalam manual pengoperasian untuk sarana TD, perlu untuk menunjukkan lokasinya dan menjelaskan teknologi kontrol.
Parameter kontrol alat TD bawaan, yang nilainya melampaui nilai standar (batas) memerlukan situasi darurat dan seringkali tidak dapat diprediksi sebelumnya selama periode pemeliharaan.
Menurut tingkat otomatisasi proses kontrol, alat TD dibagi menjadi otomatis, dengan kontrol manual (non-otomatis) dan dengan kontrol manual otomatis.
Kemungkinan otomatisasi diagnosis diperluas secara signifikan saat menggunakan teknologi komputer modern.
Saat membuat sarana TD untuk peralatan teknologi, berbagai pengubah (sensor) jumlah non-listrik menjadi sinyal listrik, pengonversi analog-ke-digital sinyal analog menjadi nilai yang setara dari kode digital, subsistem sensor dari penglihatan teknis dapat digunakan.
Direkomendasikan untuk menyajikan persyaratan berikut untuk desain dan jenis konverter yang digunakan untuk fasilitas TD:
Ukuran kecil dan kesederhanaan desain;
Kesesuaian untuk penempatan di tempat dengan volume terbatas penempatan peralatan;
Kemungkinan pemasangan ganda dan pelepasan sensor dengan intensitas tenaga kerja minimal dan tanpa pemasangan peralatan;
Kesesuaian karakteristik metrologi sensor dengan karakteristik informasi dari parameter diagnostik;
Keandalan tinggi dan kekebalan kebisingan, termasuk kemampuan untuk beroperasi dalam kondisi gangguan elektromagnetik, fluktuasi tegangan dan frekuensi daya;
Ketahanan terhadap tekanan mekanis (guncangan, getaran) dan perubahan parameter lingkungan (suhu, tekanan, kelembaban);
Kemudahan regulasi dan pemeliharaan.
Tahap terakhir dalam pembuatan dan implementasi alat TD adalah pengembangan dokumentasi.
Dokumentasi desain operasional;
Dokumentasi teknologi;
Dokumentasi untuk mengatur diagnostik.
Selain dokumentasi operasional, teknologi dan organisasi, program untuk memprediksi sumber daya sisa dan yang diproyeksikan dikembangkan untuk setiap objek yang ditransfer.
KULIAH No. 7.
1. Prinsip-prinsip pelayanan modern.
Ada sejumlah standar yang diterima secara umum, yang kepatuhannya mencegah kesalahan:
· Penawaran wajib. Secara global, perusahaan yang memproduksi barang berkualitas tinggi tetapi tidak menyediakan layanan terkait dengan baik menempatkan diri mereka pada kerugian besar.
· Penggunaan opsional. Perusahaan tidak boleh memaksakan layanan pada pelanggan.
· Elastisitas pelayanan. Paket kegiatan layanan perusahaan bisa sangat luas: dari yang minimal sampai yang paling bijaksana.
· Kenyamanan layanan. Layanan harus disajikan di tempat, pada waktu, dan dalam bentuk yang sesuai dengan pembeli.
Kecukupan teknis layanan.
Perusahaan modern semakin dilengkapi dengan teknologi terbaru, yang secara tajam mempersulit teknologi pembuatan produk yang sebenarnya. Dan jika tingkat teknis peralatan dan teknologi layanan tidak memadai untuk tingkat produksi, maka sulit untuk mengandalkan kualitas layanan yang diperlukan.
· Pengembalian informasi layanan. Manajemen perusahaan harus mendengarkan informasi yang dapat diberikan oleh departemen layanan mengenai pengoperasian barang, tentang penilaian dan pendapat pelanggan, perilaku dan metode layanan pesaing, dll.
· Kebijakan harga yang wajar. Layanan hendaknya tidak menjadi sumber keuntungan tambahan sebagai insentif untuk membeli barang perusahaan dan alat untuk membangun kepercayaan pelanggan.
· Kesesuaian dijamin produksi dengan layanan. Produsen yang secara cermat memperlakukan konsumen akan mengukur secara ketat dan kaku kapasitas produksinya dengan kemampuan layanan dan tidak akan pernah menempatkan klien dalam kondisi "swalayan".
2. Tugas utama sistem pelayanan.
Secara umum tugas utama dalam layanan adalah:
Memberi nasihat kepada calon pembeli sebelum membeli produk dari perusahaan tertentu, memungkinkan mereka membuat pilihan yang tepat.
Pelatihan personel pembeli atau dirinya sendiri untuk pengoperasian yang paling efisien dan aman dari peralatan yang dibeli.
Transfer dokumentasi teknis yang diperlukan.
Persiapan prapenjualan produk agar tidak terjadi sedikitpun kemungkinan penolakan dalam pekerjaannya selama demonstrasi kepada calon pembeli.
Pengiriman produk ke tempat penggunaan sedemikian rupa untuk meminimalkan kemungkinan terjadinya kerusakan dalam perjalanan.
Membawa peralatan ke dalam urutan kerja di lokasi operasi (instalasi, instalasi) dan mendemonstrasikannya kepada pembeli dalam tindakan.
Memastikan kesiapan penuh produk untuk pengoperasian selama seluruh periode tinggal bersama konsumen.
Pengiriman suku cadang yang cepat dan pemeliharaan jaringan gudang yang diperlukan untuk ini, kontak dekat dengan produsen suku cadang.
Pengumpulan dan sistematisasi informasi tentang bagaimana konsumen mengoperasikan peralatan (kondisi, durasi, kualifikasi personel, dll.) Dan keluhan, komentar, saran apa yang diungkapkan pada saat yang bersamaan.
Partisipasi dalam peningkatan dan modernisasi produk yang dikonsumsi berdasarkan analisis informasi yang diterima.
Pengumpulan dan sistematisasi informasi tentang bagaimana pesaing melakukan pekerjaan layanan, inovasi apa yang mereka tawarkan kepada pelanggan.
Pembentukan pelanggan tetap pasar sesuai dengan prinsip: "Anda membeli produk kami dan menggunakannya, kami akan mengerjakan sisanya"
Bantuan untuk layanan pemasaran perusahaan dalam analisis dan penilaian pasar, pembeli dan barang.
3. Jenis layanan sesuai waktu pelaksanaannya.
Dalam hal parameter waktu, layanan dibagi menjadi pra-penjualan dan purna jual, dan pada gilirannya, purna jual menjadi garansi dan pasca-garansi.
1. Layanan pra-penjualan
Itu selalu gratis dan menyediakan persiapan produk untuk presentasi kepada pembeli potensial atau nyata. Layanan pra-penjualan pada prinsipnya mencakup 6 elemen utama:
Memeriksa;
Konservasi;
Melengkapi dokumentasi teknis yang diperlukan, petunjuk untuk memulai, pengoperasian, pemeliharaan, perbaikan dasar, dan informasi lainnya (dalam bahasa yang sesuai);
De-pelestarian dan verifikasi sebelum dijual;
Demonstrasi;
Pengawetan dan transfer ke konsumen.
2. Layanan purna jual
Layanan purnajual dibagi menjadi layanan garansi dan pasca-garansi secara formal murni: "gratis" (dalam kasus pertama) atau dengan biaya (dalam kasus kedua), pekerjaan yang disediakan oleh daftar layanan dilakukan. Formalitas disini adalah biaya pengerjaan, suku cadang dan material selama masa garansi sudah termasuk dalam harga jual atau dalam layanan (pasca garansi) lainnya.
Layanan selama masa garansi mencakup jenis tanggung jawab yang diterima selama masa garansi, tergantung pada produk, kontrak yang sudah diselesaikan, dan kebijakan pesaing. Pada dasarnya, ini mencakup:
1) pelestarian di konsumen;
2) instalasi dan start-up;
3) memeriksa dan menyetel;
4) pelatihan karyawan dalam operasi yang benar;
5) pelatihan spesialis konsumen dalam mendukung layanan;
6) pengawasan produk (sistem) operasi;
7) melakukan perawatan yang ditentukan;
8) implementasi (jika perlu) perbaikan;
9) pasokan suku cadang.
Daftar layanan yang diusulkan terutama mengacu pada peralatan industri yang mahal dan kompleks.
Layanan pasca-jaminan mencakup layanan serupa, yang paling umum adalah:
Memantau produk yang sedang beroperasi;
Pelatihan ulang pelanggan;
Berbagai bantuan teknis;
Penyediaan suku cadang;
Perbaikan (jika perlu);
Modernisasi produk (sesuai kesepakatan dengan pelanggan).
Perbedaan mendasar antara layanan pasca-jaminan adalah bahwa layanan dilakukan dengan biaya tertentu, dan volume serta harganya ditentukan oleh ketentuan kontrak untuk jenis layanan ini, daftar harga, dan dokumen serupa lainnya.
Dengan demikian, kebijakan pelayanan mencakup sistem tindakan dan keputusan yang berkaitan dengan pembentukan keyakinan konsumen bahwa dengan pembelian produk tertentu atau kompleks, ia menjamin dirinya dibelakang dapat diandalkan dan dapat berkonsentrasi pada tanggung jawab utamanya.
Namun perlu ditekankan bahwa untuk membentuk suatu kebijakan jasa pemasaran yang kompetitif, bahkan pada tahap pengembangan produk harus dilakukan tindakan sebagai berikut:
a) studi tentang permintaan konsumen oleh pasar di bagian yang terkait dengan bentuk, metode dan kondisi layanan yang diadopsi oleh pesaing untuk barang serupa;
b) sistematisasi, analisis dan evaluasi informasi yang dikumpulkan untuk memilih solusi bagi organisasi layanan; pengembangan pilihan solusi dengan mempertimbangkan karakteristik produk, pasar dan tujuan organisasi;
c) analisis komparatif opsi;
d) partisipasi spesialis layanan dalam kegiatan desain dan pengembangan untuk meningkatkan produk, dengan mempertimbangkan pemeliharaan selanjutnya.
Dalam kasus implementasi yang paling lengkap, layanan bermerek mencakup sejumlah elemen yang mencerminkan siklus hidup produk dari saat pembuatannya hingga pembuangan (Gbr. 1).

4. Jenis layanan untuk konten pekerjaan.
Untuk memastikan kecenderungan terkini, perlu dicatat bahwa tidak semata-mata pekerjaan teknis, tetapi berbagai layanan intelektual (termasuk tidak langsung) semakin penting. Dan tidak masalah dalam bentuk apa layanan ini diberikan: seperangkat resep khusus untuk oven microwave atau sekumpulan konsultasi individu untuk petani tertentu tentang pemrosesan plot khususnya.
Oleh karena itu, layanan dibagi menurut konten karya:
- layanan tangguh mencakup semua layanan yang terkait dengan pemeliharaan kinerja, keandalan, dan parameter tertentu dari barang;
- layanan lembut mencakup seluruh jajaran layanan intelektual yang terkait dengan individualisasi, yaitu dengan pengoperasian produk yang lebih efisien dalam kondisi kerja tertentu dari konsumen tertentu, serta sekadar memperluas cakupan kegunaan produk untuknya.
Pabrikan yang kompeten berusaha untuk melakukan semaksimal mungkin bagi pembeli dalam situasi apa pun. Jika pabrikan memberikan petani penilaian yang memenuhi syarat tentang mode budidaya tanah yang paling efektif pada traktor yang dibeli, ini adalah layanan langsung. Dan jika, untuk menjaga hubungan baik dengan klien, dealer mengundang istri petani ke kursus gratis “Akuntan Rumah” yang diselenggarakan khusus untuk istri klien perusahaan, maka di sini kita dapat berbicara tentang layanan tidak langsung. Ini, tentu saja, tidak ada hubungannya langsung dengan pembelian traktor, tetapi berguna dan menyenangkan bagi klien. Dengan demikian, layanan tidak langsung, meskipun dengan cara yang kompleks, memberikan kontribusi bagi keberhasilan perusahaan.
5. Pendekatan dasar untuk implementasi layanan.
Berdasarkan praktik yang telah berkembang di negara maju, sejumlah penulis Barat telah mengusulkan klasifikasi pendekatan berikut untuk implementasi layanan:
1) Pendekatan negatif.
Dengan pendekatan ini, pabrikan menganggap cacat produk yang diwujudkan sebagai kesalahan yang tidak disengaja. Layanan dipandang bukan sebagai aktivitas yang menambah nilai pada produk, melainkan sebagai pengeluaran yang tidak perlu yang perlu dijaga serendah mungkin.
2) Pendekatan penelitian.
Secara organisasi, ini sangat mirip dengan yang sebelumnya. Tetapi berbeda dengan itu, penekanannya adalah pada pengumpulan dan pemrosesan informasi yang cermat tentang cacat, yang digunakan di masa depan untuk meningkatkan kualitas produk. Pendekatan ini lebih mengandalkan pada mencari tahu penyebab kerusakan daripada memperbaiki produk itu sendiri.
3) Pelayanan sebagai kegiatan ekonomi.
Layanan dapat menjadi sumber keuntungan yang signifikan bagi organisasi, terutama jika sejumlah besar produk dan sistem yang dijual sudah dalam masa pasca-garansi. Setiap perbaikan produk ke arah peningkatan keandalan membatasi pendapatan dari layanan; Namun, di sisi lain, hal itu menciptakan prasyarat untuk sukses dalam persaingan.
4) Layanan adalah tanggung jawab pemasok.
Kecenderungan untuk memakai ini melekat pada berbagai jenis properti yang dipertanggungjawabkan dalam perusahaan, termasuk aset tetap. Apa saja jenis penyusutan aset tetap dan bagaimana menentukannya, akan dibahas dalam publikasi.
Konsep dan jenis penyusutan aset tetap (OPF)
OPF - aset yang dirancang untuk beroperasi dalam produksi untuk waktu yang lama (lebih dari 1 tahun) dan dalam prosesnya aus.
Depresiasi dianggap sebagai hilangnya kualitas konsumen secara bertahap dan, karenanya, nilainya. Itu terjadi dengan cara yang berbeda. Beberapa benda rusak karena keusangan dan kebobrokan bahan penyusunnya, keausan mekanis, kelelahan logam akibat pengaruh proses produksi, fenomena alam dan faktor lainnya, sementara yang lain - karena hilangnya kemanfaatan dan penurunan efisiensi ekonomi dalam penggunaan. Dan karena aset produksi habis karena alasan yang sangat berbeda, mereka mengklasifikasikan fenomena ini menurut mereka.
Berdasarkan kriteria yang tertera maka jenis penyusutan aktiva tetap meliputi penyusutan fisik dan moral.
Habisnya aset tetap
Keusangan aset tetap terungkap dalam penyusutan aset tetap, sebagai konsekuensi munculnya inovasi teknis, terkadang jauh sebelum berakhirnya SPI. Mereka dibedakan oleh keusangan ordo ke-1 dan ke-2.
Pertama adalah keausan yang disebabkan oleh peningkatan produktivitas tenaga kerja pada industri penghasil aset tetap. Proses ini mengarah pada penurunan biaya barang-barang yang diproduksi, yang telah meningkatkan daya saing karena penurunan harga.
Keusangan aktiva tetap urutan ke-2 terjadi sebagai akibat dari pembuatan aktiva tetap yang paling efisien secara ekonomi, munculnya fasilitas baru yang menjamin peningkatan produktivitas produksi.
Keusangan bisa sebagian atau seluruhnya. Penyusutan sebagian diakui sebagai kerugian pecahan dalam nilai pakai item. Bergantung pada spesifikasi produksi, dimungkinkan untuk mencegah kerusakan moral parsial dari objek dengan menggunakannya dalam operasi lain, di mana efisiensinya akan lebih tinggi.
Penyusutan total suatu objek dianggap sudah usang sama sekali. Dalam kasus seperti itu, penggunaannya dalam produksi menjadi tidak menguntungkan.
Keausan fisik dari aset tetap
Keausan fisik OS berarti hilangnya nilai guna. Bedakan antara keausan produktif dan tidak produktif. Yang produktif dicirikan oleh hilangnya nilai, yang merupakan hasil operasi, keausan yang tidak produktif adalah atribut yang tidak berubah dari objek yang dikonservasi, karena berbagai alasan, seperti ketidakmungkinan penggunaan, penuaan alami, dll.
Keausan fisik bisa lengkap atau sebagian. Setelah selesai, aset tetap diganti dengan aset baru, karena masa pakai telah berakhir dan biaya aset tetap telah sepenuhnya beralih ke harga produk yang diproduksi. Contohnya adalah konstruksi modal, ketika sebuah bangunan yang didirikan menggantikan yang sudah usang. Kerusakan fisik parsial menyiratkan kemungkinan pengoperasian fasilitas lebih lanjut, melakukan perbaikan, rekonstruksi, jika sesuai, atau melaksanakan pekerjaan penilaian untuk menentukan persentase penyusutan fasilitas dan menetapkan kemungkinan pengoperasian atau penerapannya.
Pakai metode kalkulasi
Tingkat keausan fisik aset tetap bergantung pada faktor-faktor seperti intensitas dan durasi operasi, fitur karakteristik dari struktur OS, dan keadaan kerja. Kami akan mempertimbangkan metode untuk menghitung kerusakan bangunan, karena metode itulah yang paling sering memerlukan penilaian profesional.
Literatur evaluasi menjelaskan 5 metode untuk menghitung kerusakan fisik bangunan. Ini adalah metodenya:
- kompensasi biaya;
- usia kronologis;
- usia efektif;
- ahli;
- kerusakan.
Mari kita pertimbangkan fitur masing-masing.
- Kompensasi biaya adalah tentang menyamakan jumlah keausan dengan biaya melepasnya, yang merupakan pembenaran yang sangat baik untuk jumlah keausan. Kerugian dari metode ini dianggap melelahkan perhitungannya, terutama untuk bangunan besar.
- Dengan metode perhitungan kronologis, rumus yang digunakan:
Dan fisik \u003d B x / B ss x 100, dimana B x adalah umur sebenarnya dari benda tersebut, B ss adalah umur pakai bangunan sesuai standar.
Mari kita hitung kerusakan fisik bangunan, misalnya:
Mari kita tentukan keausan sebuah bangunan yang telah melayani 750 bulan dengan masa pakai yang ditetapkan secara normatif selama 1200 bulan.
Dan fisik \u003d 750/1200 x 100 \u003d 62,5%
Keuntungan dari metode ini adalah kesederhanaan perhitungan, tetapi tidak memperhitungkan perbaikan dan penggantian yang terjadi selama operasi, yang sering terjadi dalam praktik. Oleh karena itu, metode ini dianggap efektif untuk menghitung keausan pada tahun-tahun pertama pengoperasian OS; pada usia bangunan lebih dari 10 tahun, sebaiknya tidak digunakan .;
- Penghitungan dengan metode usia efektif memiliki 3 variasi:
Dan fisik \u003d V e / V ss x 100%, di mana V e adalah usia efektif benda, yaitu, pakar mengevaluasi struktur dengan penampilannya.
Dan fisik \u003d (Dalam ss - Dalam ost) / Dalam ss x 100%
Dan fisik \u003d (1 - In ost / V ss) x 100%, dimana Di ost adalah sisa umur bangunan.
Mengganti data awal dari contoh sebelumnya ke dalam rumus dan menambahkan perkiraan ahli 720 bulan, kita mendapatkan nilai:
Dan fisik \u003d 720/1200 x 100 \u003d 60%
Dan fisik \u003d (1200 - 450) / 1200 x 100 \u003d 62,5%
Dan fisik \u003d (1 - 450/1200) x 100 \u003d 62,5%
Kerugian dari metode ini adalah ketidakmungkinan pembenaran yang meyakinkan untuk usia efektif struktur. Terjadi kesalahan perhitungan yang besar (ini bisa dilihat dari rumus pertama).
- Metode pakar didasarkan pada skala penilaian untuk menetapkan keausan, yang diusulkan dalam "Aturan untuk menilai keausan fisik bangunan tempat tinggal" VSN 53-86r. Besarannya ditentukan oleh kerusakan eksternal pada elemen. Cara ini digunakan oleh pegawai BTI saat melakukan registrasi paspor teknis. Keausan ditentukan oleh rumus:
Dan fisik \u003d ∑ (I k x HC k) x 100%, dimana I k adalah jumlah keausan suatu elemen pada bangunan, dihitung menurut aturan VSN 53-86r, HC k adalah berat jenis elemen pada bangunan tersebut.
RLA yang ditentukan menjelaskan secara rinci metodologi pakar, kami hanya memperkenalkan prinsip perhitungan. Metode pakar adalah yang paling umum digunakan.
- Metode pemecahan mengusulkan pembentukan depresiasi fisik secara keseluruhan dengan menjumlahkan nilai depresiasi untuk masing-masing kelompok, dinyatakan dalam:
- Keausan yang dapat diperbaiki (perbaikan tertunda);
- Keausan yang tidak dapat diperbaiki dari elemen berumur pendek (yaitu, berulang kali diganti selama operasi);
- Keausan yang tidak dapat diperbaiki untuk elemen yang berumur panjang (restorasi hanya dapat dilakukan dengan perbaikan besar-besaran pada bangunan).
Semua metode di atas untuk menghitung penyusutan fisik dapat digunakan pada berbagai tahap dalam menentukan keausan.
Semua bagian kehilangan karakteristik aslinya selama pengoperasian. Alasannya adalah WEARING - proses pergantian komponen, akibatnya mekanisme kehilangan properti aslinya.
Tanda visual keausan: perubahan ukuran dan struktur permukaan komponen.
Kenakan jenis suku cadang
Mengubah karakteristik suku cadang bekas merupakan proses yang dihasilkan dari interaksi dan penggunaannya. Beberapa perubahan terjadi bahkan selama operasi normal mekanisme. Perubahan seperti itu disebut NATURAL dan disetel saat node dimulai.
2 jenis keausan suku cadang yang tidak wajar:
- NORMAL
Ini adalah hasil dari operasi yang tidak tepat, pelanggaran instalasi. Ini menyebabkan kegagalan peralatan bertahap dan penurunan kondisi teknis objek.
- KEADAAN DARURAT
Saat nilai numerik dari keausan normal bertambah, objek dan mekanisme menjadi sama sekali tidak dapat digunakan.
Faktor-faktor yang mempengaruhi tingkat keausan:
- Desain mekanisme
- Presisi dan kebersihan pemrosesan
- Kekuatan bahan bagian tertentu dan bersentuhan dengannya
- Kualitas gemuk
- Kondisi pengoperasian unit (keteraturan, sifat beban, kondisi suhu, tekanan)
- Perawatan rutin
Penyebab keausan suku cadang
Semua alasan dapat dikelompokkan menjadi 3 kelompok:
- Fisik / mekanis
Ini adalah konsekuensi dari beban tinggi dan pengaruh gaya gesek satu bagian dengan bagian lainnya. Bagian-bagian yang berdampingan terkelupas dan retakan, takik, kekasaran muncul di permukaannya.
- Mekanik Termal / Molekuler
Komponen yang bekerja bersama mengalami panas berlebih karena kecepatan tinggi dan tekanan tertentu. Karena peningkatan suhu yang tajam, kejang dan penghancuran ikatan molekul partikel di dalam logam terjadi. Bagian melengkung dan meleleh.
- Kimiawi / korosif
Itu diamati pada permukaan bagian logam sebagai akibat dari paparan air, udara, dan bahan kimia. Proses korosi dan korosi logam berlangsung. Untuk menghindari hal ini, disarankan untuk digunakan.
Perlu dipahami bahwa penyebab keausan suku cadang bukanlah satu faktor tunggal, melainkan beberapa faktor yang saling terkait.
Bagaimana cara mengembalikan bagian yang aus?
Metode dasar untuk memulihkan bagian:
- Restorasi dengan pemrosesan mekanis dan tukang kunci
Cocok untuk komponen dengan permukaan kontak datar. Tempat yang aus diproses (digiling, digiling, dll.) Dan dipindahkan ke ukuran berikutnya. Pemesinan digunakan secara terpisah dan sebagai langkah terakhir dalam metode lain.
- Perbaikan dengan pengelasan dan permukaan
Ukuran bagian yang rusak dipulihkan dengan melapisi logam yang kuat.
- Pemulihan sebagian dengan metalisasi
Ukuran bagian yang aus dipulihkan dengan mengaplikasikan logam cair dalam lapisan tipis (dari 0,03 mm) dan tebal (lebih dari 10 mm).
- Elektroplating (pelapisan kromium)
Aplikasi kromium dalam lapisan tipis (hingga 1 mm) memberikan ketahanan terhadap abrasi mekanis. Metode ini mirip dengan metalisasi, tetapi kurang serbaguna. Suku cadang yang diproduksi ulang tidak tahan terhadap beban dinamis.
- Memperkuat dan mengikat dengan plastik
Plastik memungkinkan Anda untuk mendapatkan unit yang terhubung secara tetap, serta menghentikan keausan suku cadang. Tidak seperti metode sebelumnya, bagian plastik dan non-logam tunduk pada restorasi plastik. Biaya perbaikan dengan plastik jauh lebih rendah. Dengan bantuan bahan pengecoran modern, dimungkinkan untuk memulihkan bagian dari geometri yang kompleks dan non-standar.